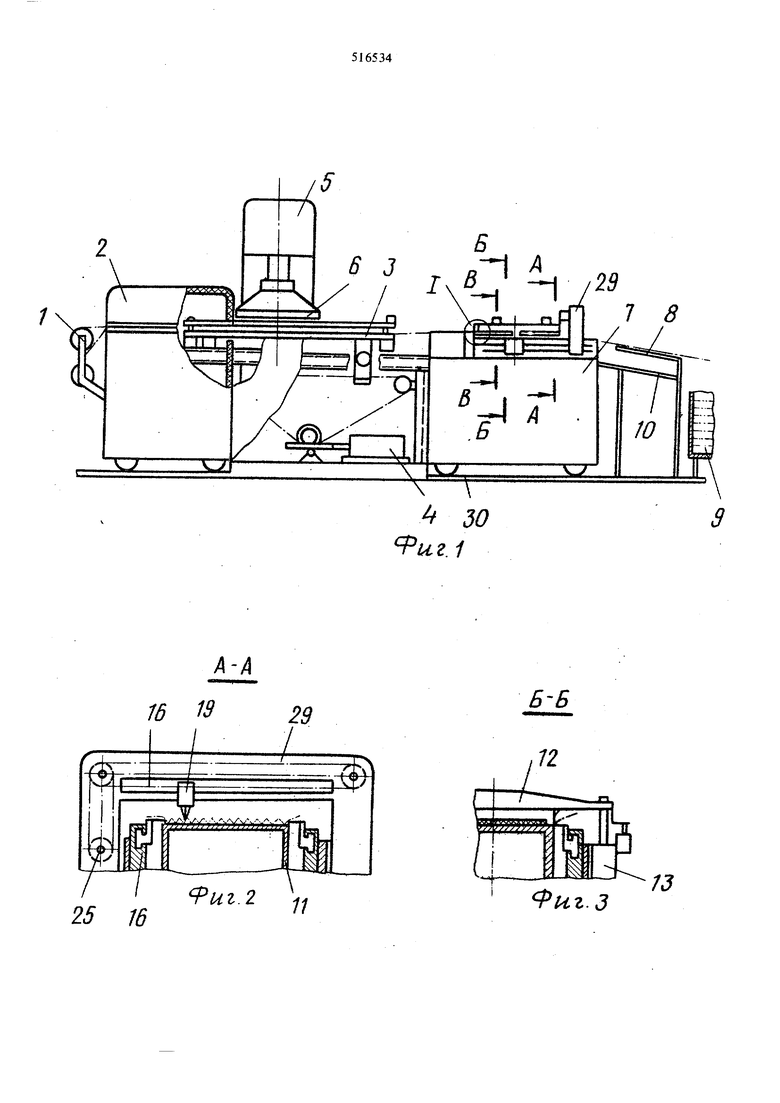
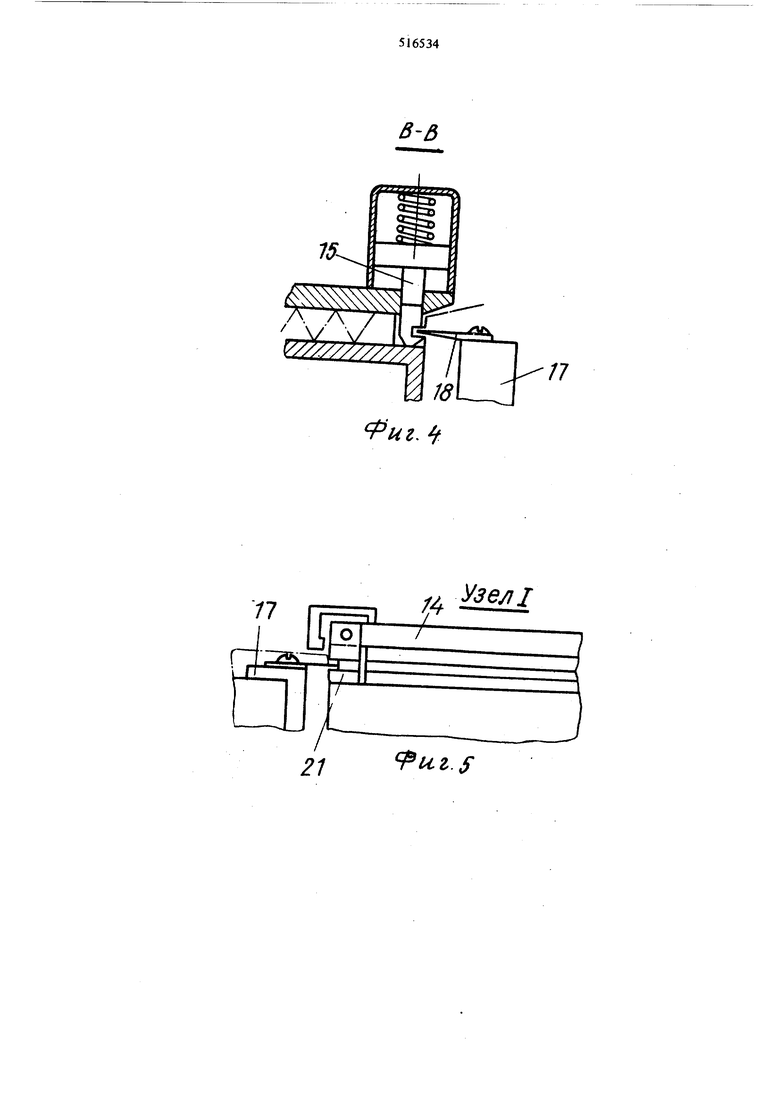
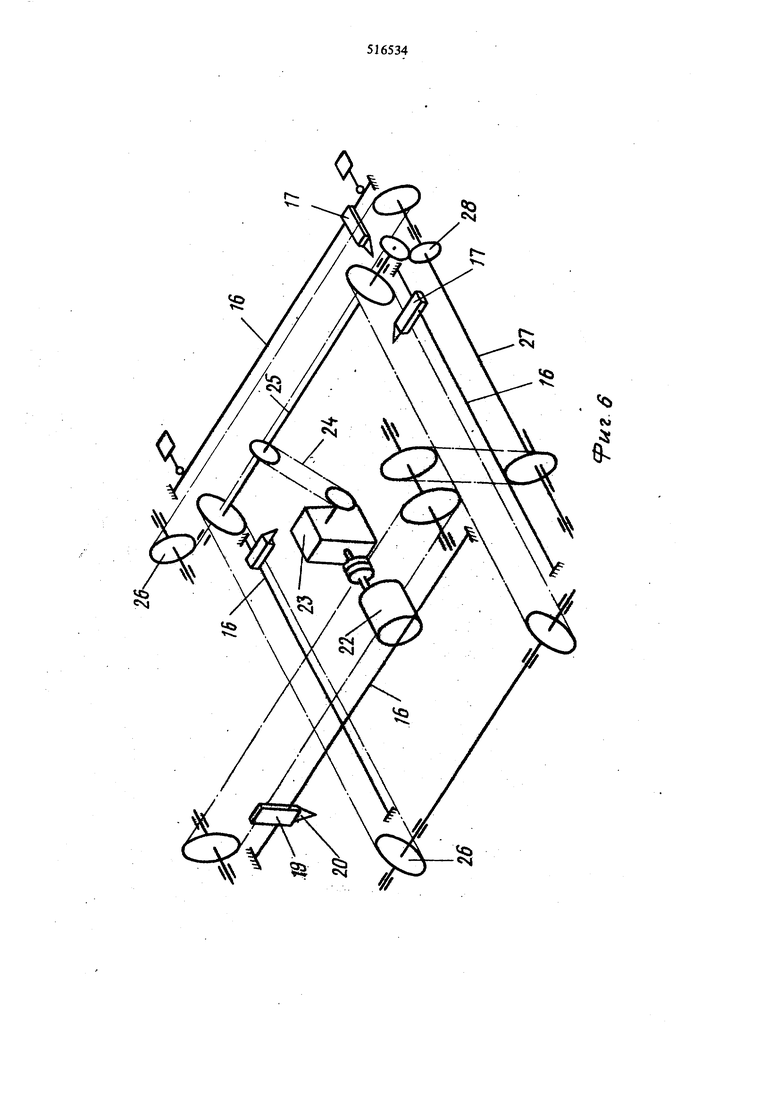
щими над ее поверхностью в направлении рабочего хода прижима клиновиднььми фиксаторами-сбрасывателями 15. В , горизонтальных направляющих 16, расположенных по периметру обрабатываемого листа, в трех подвижных суппортах 17 закреплены отрезные ножи 18. Один суппорт 19 и нож 20 расположены в вертикальной плоскости.
На ориентирующей рамке 14 шарнирно закреплена подпружиненная перемычка 21, отклоняющаяся от номинального положения на величину, не превышающую половину допуска на длину обрабатываемого листа (сепаратора).
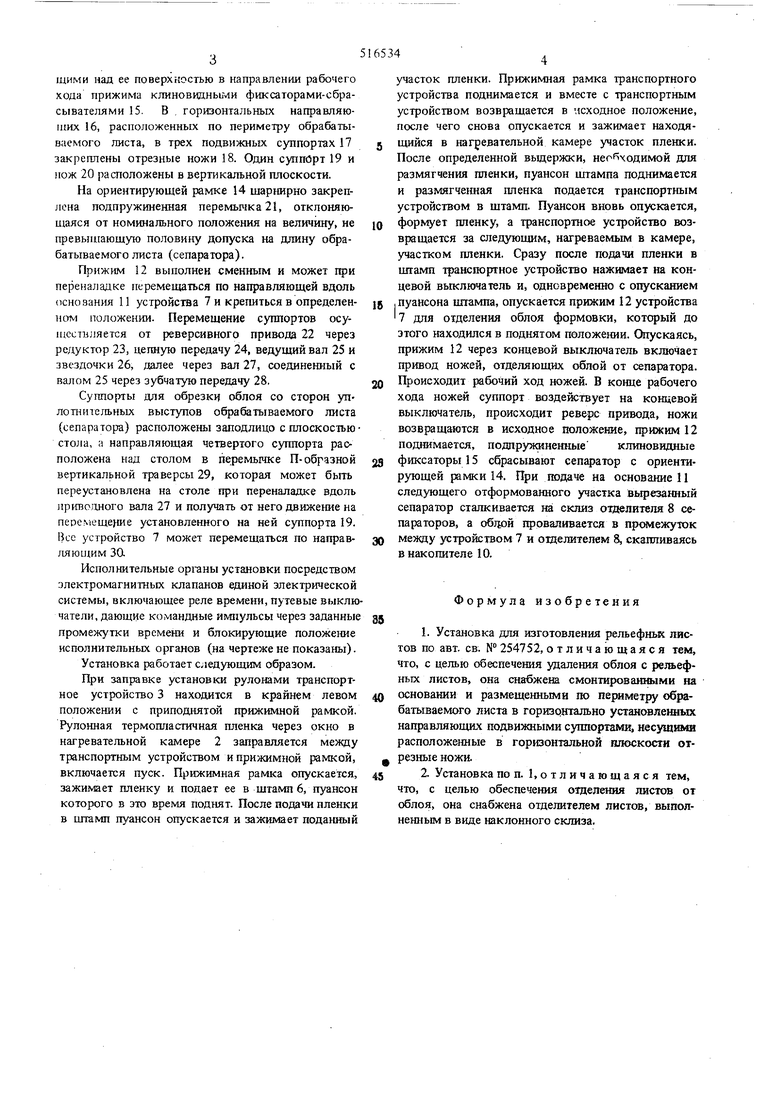
Прижим 12 выполнен CMeHHbnvi и может при переналадке перемещаться по направляющей вдоль основания 11 устройства 7 и крепиться в определенном положении. Перемещение суппортов осущесталяется от реверсивного привода 22 через редуктор 23, цепную передачу 24, ведущий вал 25 и звездочки 26, далее через вал 27, соединенный с валом 25 через зубчатую передачу 28.
Суппорты для обрезки облоя со сторон уплотнительных выступов обрабатываемого листа (сепаратора) расположены заподлицо с плоскостью стола, а направляющая четвертого сутшорта расположена над столом в перемычке П-образной вертикальной траверсы 29, которая может быть переустановлена на столе при переналадке вдоль лриводного вала 27 и получать от него движение на перемещение установленного на ней суппорта 19. Все устройство 7 может перемещаться по направляющим 30.
Исполнительные органы установки посредством электромагнитных клапанов единой электрической системы, включающее реле времени, путевые выключатели, дающие командные импульсы через заданные промежутки времени и блокирующие положение исполнительных органов (на чертеже не показаны). Установка работает следующим образом. При заправке установки рулонами транспортное устройство 3 находится в крайнем левом положении с приподнятой прижимной рамкой. Рулонная термопластичная пленка через окно в нагревательной камере 2 заправляется между транспортным устройством и прижимной рамкой, включается пуск. Прижимная рамка опускается, зажимает пленку и подает ее в щтамп 6, пуансон которого в это время поднят. После подачи пленки в штамп пуансон опускается и зажимает поданный
участок пленки. Прижимная рамка транспортного устройства поднимается и вместе с транспортным устройством возвращается в лсходное положение, после чего снова опускается и зажимает находящийся в нагревательной камере участок пленки. После определенной выдержки, необходимой для размягчения пленки, пуансон щтампа поднимается и размягче1шая пленка подается транспортным устройством в щтамп. Пуансон вновь опускается, формует пленку, а транспортное устройство возвращается за следующим, нагреваемым в камере, участком пленки. Сразу после подачи пленки в штамп транспортное устройство нажимает на концевой вьпслючатель и, одновременно с опусканием I пуансона штампа, опускается прижим 12 устройства 7 для отделения облоя формовки, который до зтого находился в поднятом положении. Опускаясь, прижим 12 через концевой выключатель включает привод ножей, отделяющих облой от сепаратора. Происходит рабочий ход ножей. В конце рабочего хода ножей суппорт воздействует на концевой выключатель, происходит реверс привода, ножи возвращаются в исходное положение, 12 пошдамается, подпружиненные клиновидные фиксаторы 15 сбрасывают сепаратор с ориентирующей рамки 14. При подаче на основание 11 следующего отформованного участка вырезанный сепаратор сталкивается на склиз отгйелителя 8 сепараторов, а обдой щэоваливается в прстлежуток между устройством 7 и отделителем 8, скапливаясь в накопителе 10.
Формула изобретения
1. Установка для изготовления рельефньк листов по авт. св. №254752,отличающаяся тем, что, с целью обеспечения удаления облоя с редаефных листов, она снабжена смонтированш.1ми на
основании и размещенными по периметру обрабатываемого листа в горизонтально устажшленных направляющих подвижными суппортами, несущими расположенные в горизонтальной нлоскости отрезные ножи.
2. Установка по п. 1, отличающаяся тем,
что, с целью обеспечения отаеления листов от облоя, она снабжена отделителем листов, выполненным в виде наклонного склиза. 7 8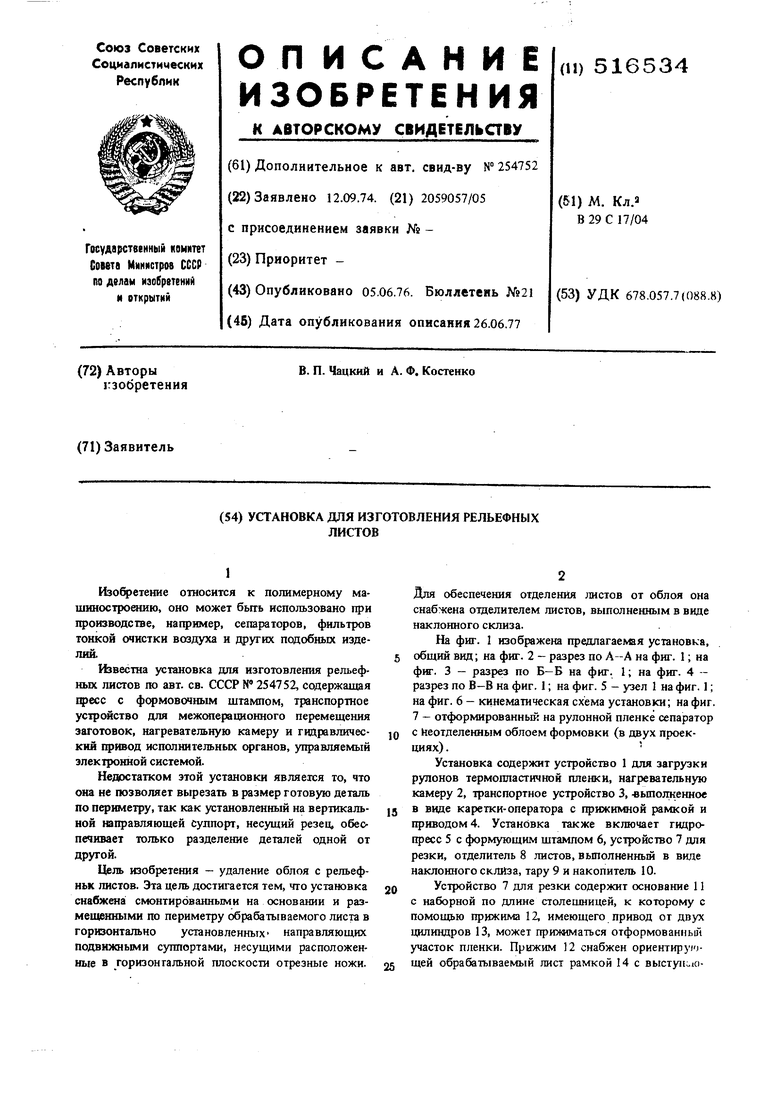
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ РЕЛЬЕФНЫХ ЛИСТОВ | 1969 |
|
SU254752A1 |
| УСТРОЙСТВО ДЛЯ УПАКОВЫВАНИЯ ИЗДЕЛИЙ | 2001 |
|
RU2192373C1 |
| Автоматическая линия горячей штамповки | 1984 |
|
SU1252009A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2004 |
|
RU2257273C1 |
| Автоматизированная линия для листовой штамповки | 1985 |
|
SU1319981A1 |
| Штамп для обрезки облоя горячештампованных поковок | 1986 |
|
SU1523239A1 |
| Устройство для формовки и обрезки выводов радиоэлементов | 1977 |
|
SU661879A1 |
| Штамп совмещенного действия | 1985 |
|
SU1422414A1 |
| Штамп для вытяжки деталей сложной формы в плане | 1986 |
|
SU1423225A1 |
| Автомат для обработки электромонтажных проводов | 1977 |
|
SU936784A1 |
16 19
иг.2 ;
25 Id
иг.З
иг,
/4 1
N
:i
bts
i
/х
У
.7
их:
