Известны спосОбы холодной пилиг.римовой прокатки труб, обеспечивающие прокатку трубной заготовки на оправке, имеющей цилиндрический и вогнутый гИИерболическ.ий участки, в ручьевых валках, профиль калибра которых соответствует профилю олравки.
Отличительная особенность иредлагаемого способа заключается в том, что, с целью сиижеиия величины обжатия при редуцировании по диаметру и улучщения внутренней повер.хности прокатываемых труб, между цилиндрическим и гиперболическим вогнутым участками оправки размещают гиперболический участок с выпуклой иоверхностью.
Сиособ поясняется чертежом.
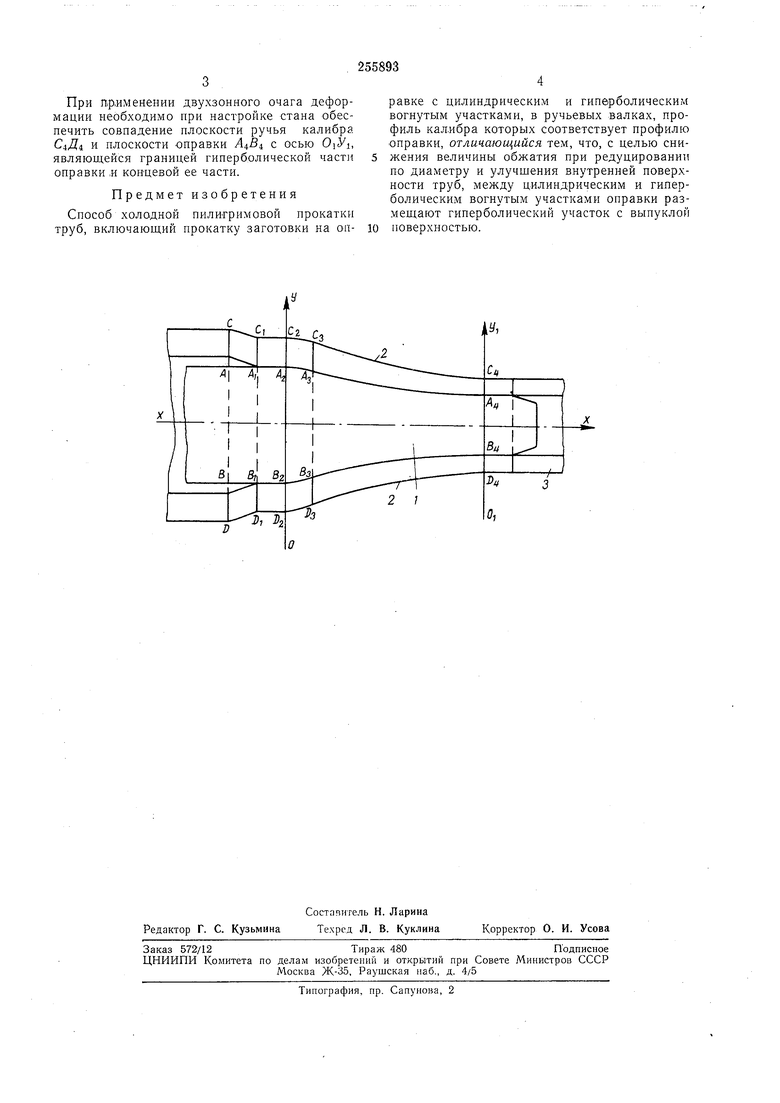
Схема очага деформации включает оиразку 1, соответствующий ей ручей калибра 2 и заготовку 3.
Справка / для формоизменения заготовки 3 в очаге деформации имеет две рабочие зоны- цилиндрическую и гиперболическую, т. е. включает цилиндрический участок (холостой AAiBBi и рабочий AiAzBiBz) и гиперболический вогнутый участок )В, между которым.и размещают второй гиперболический участок с выпуклой иоверхностью . Границей этих зон является вертикальная ось ОУ. Участок оправки в очаге деформации, расположенный левее оси ОУ и имеющий форму цилиндра, состоит из зоны редуцирования заготовки СС ДД| и зоны ее С,С,Д1Д2.
Редуцирование заготовки осуществляется над цилиндрической частью оправки, а после редуцирования заготовка оковывает цилиндрическую часть оправки .
Ручей калибра левее оси ОУ определяется кривыми гребня ручья - в зоне |редуцирОБания кривыми , а далее гребень может
быть заменен прямыми С С-2Д1Дч параллельными оси прокатки XX, либо он здесь может иметь форму кривых, обеспечивающих необходимую деформацию стенки трубы. Участок оиравки в очаге деформации, расположенный налраво от оси ОУ, имеет форму гиперболоидов. Объем оправки .2B- представляет собой гиперболоид с.выпуклой поверхностью и гиперболоид с вогнутой иоверхностью. Профиль калибра валков
в гииерболической зоне соответствует профилю оправки на этих участках.
Наличие двух зон деформирования заготовки в процессе прокатки создает двухзонный очаг деформации, который обеспечивает процесс редуцирования заготовки при меньших давлениях но схеме двухопорной балки и деформирование заготовки но всей ее длине в соответствии с расчетными стеиеня.ми деформации независимо от допусков по диаметру
При П|р,именении двухзонного очага деформации необходимо ири настройке стана обеснечить совпадение нлоскости ручья калибра С4Д4 и плоскости оправки А4В с осью Oiyi, являющейся границей гиперболической части оправки ,и концевой ее части.
Предмет изобретения
Способ холодной пили-гримовой прокатки труб, включающий прокатку заготовки на оправке с цилиндрическим и гиперболическим вогнутым участками, в ручьевых валках, профиль кал.ибра которых соответствует профилю оправки, отличающийся тем, что, с целью снижения величины обжатия при редуцировании по диаметру и улучщения внутренней поверхности труб, между цилиндрическим и гиперболическим вогнутым участками оправки размещают гиперболический участок с выпуклой поверхностью.
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для холодной прокаткиТРуб | 1978 |
|
SU839628A1 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1998 |
|
RU2133161C1 |
| Технологический инструмент для продольной горячей прокатки труб | 1989 |
|
SU1729636A1 |
| Способ пилигримовой прокатки труб | 1982 |
|
SU1018734A1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ТРУБ И СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2241557C1 |
| Технологический инструмент для периодической прокатки труб | 1977 |
|
SU733749A1 |
| Способ холодной пилигримовой прокатки профильных труб | 1989 |
|
SU1708454A1 |
| Технологический инструмент для холодной прокатки труб | 1978 |
|
SU880524A1 |
| Технологический инструмент для периодической прокатки труб | 1980 |
|
SU910243A1 |
| КОМПЛЕКТ РАБОЧЕГО ИНСТРУМЕНТА ДЛЯ ПИЛЬГЕРНОЙ ПРОКАТКИ ТОНКОСТЕННЫХ ТИТАНОВЫХ ТРУБ ИЗ (α+β)-ТИТАНОВОГО СПЛАВА | 2021 |
|
RU2769137C1 |
У, с
-I
