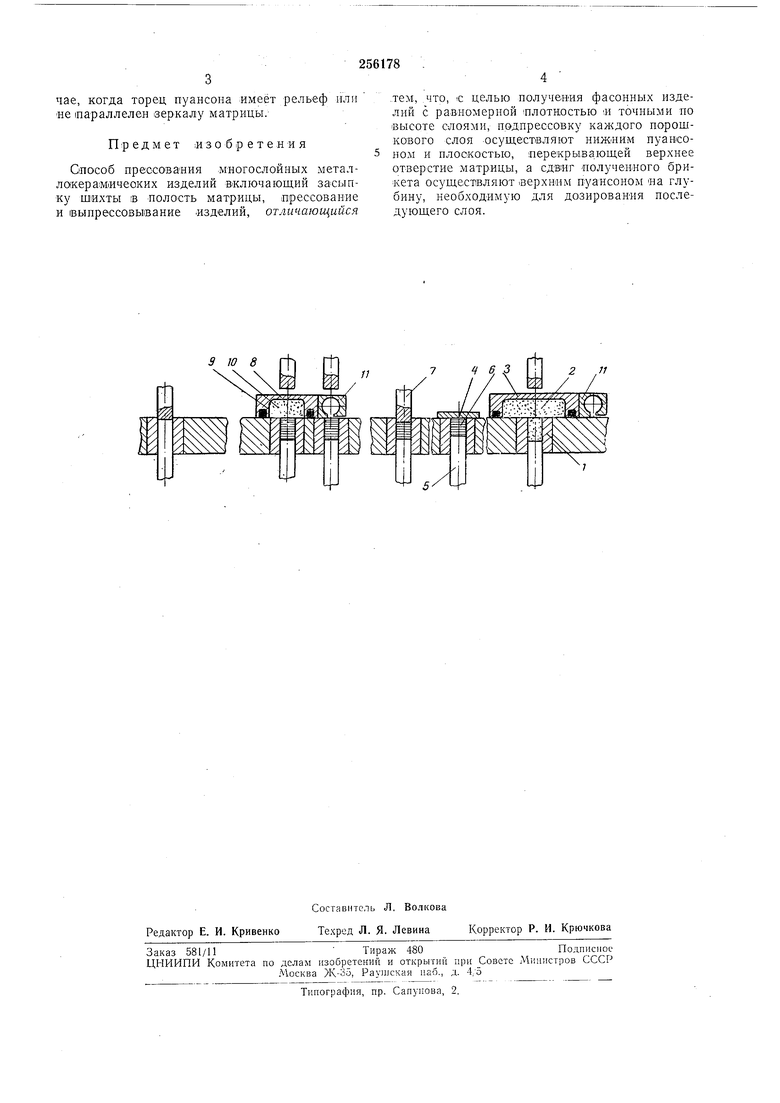
Изобретение относится к области порошковой металлургии, в частности к способу прессования изделий из iHoponiKOBbix материалов. Известен способ .прессования двухслойных металлокера1МИЧеских изделий, заключающийся в том, что заданное количество порошка засьшают в лрессформу, подюреосовывают его 1верхним пуансоном, затем опускают иодпрессовавный 1слой на высоту, необходимую для за1сьшки второго слоя порошка, засылают второй слой и .прессуют двухслойное изделне. Прессование осуш,ествляют верхним пуансоном, после чего изделие Выталкивается нижним пуансоном. Предложенный способ отличается от известного тем, ЧТО, с целью получения фасонных изделий с равномерной плотностью и точньгми по высоте слоями, иодпрессовку каждого 1порош.кового слоя осуш.ествляют нижним пуансоном и плоскостью, перекрываюшей верхнее отверстие -матрицы, а сдвиг полученного брикета осуш,ествляют верхним пуансоном, на глубину необходимую для дозирования последующего слоя. На чертеже дана схема осуш,ествления описываемого способа. ВЫВОДЯТ из зоны бункера 3 иод плоскость 4, которая перекрывает поло-сть матрицы. Затем нижний пуансон 5 перемешают вверх и прижимают шихту к плоскости 4, которая перекрывает полость Матрицы, формируя брикет 6 со строго горизонтальным н плотным верхним слоем, после чего нижний пуансон опускают на определенную величину. Для достижения точной дозировки последуюш.его слоя верхний иуансон 7 опускают сдвигая брикет на необходимую величину и, (ВЫХОДЯ из матрнцы, он образует в ней .камеру определенного объема. Во время нахождения нрессформы в зоне следующего бункера 8 камера 9 заполняется шнхтой 10. После окончания прессования изделие выталкивают. В случае необходимости иеред каждым последующим перемешеинем брикета предусматривают операцию очистки пуансона от налипшей на него шихты. Очистку зеркала Матриц от шихты производят с помощью отсоса //, расположенного между бункерами, предотвращая тем самым смешнвание в них шихты. Количество бункеров, участвующнх в процессе, равно числу слоев в прессуемом изделнН.
чае, когда торец пуансона имеет рельеф или -не шараллелен зеркалу матрицы.
Предмет изобретения
Способ преосоваиия многослойных мета ллакерамичеоких изделий включающий засыпку шихты IB полость матрицы, прессование и (выпрессовьивание изделий, отличающийся
.тем., что, с целью получения фасонных изделий с равномерной плоткостью и точными по высоте слоями, подиреосовку каждого порошкового слоя осуш,ествляют ниж-ним пуансоном и плоскостью, перекрыва.юш;ей верхнее отверстие матрицы, а сдвиг полученного брикета осуществляют .верхним пуансоном иа глубину, необходимую для дозирования последующего слоя.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРЕССОВАНИЯ ДВУХСЛОЙНЫХ ПОРОШКОВЫХ МНОГОФУНКЦИОНАЛЬНЫХ ИЗДЕЛИЙ С ВЕРТИКАЛЬНЫМ РАСПОЛОЖЕНИЕМ СЛОЕВ | 2011 |
|
RU2475335C1 |
| Способ изготовления магнитопроводов | 1976 |
|
SU624721A1 |
| Способ прессования многослойных металлокерамических изделий | 1978 |
|
SU725813A2 |
| СПОСОБ ПРЕССОВАНИЯ МНОГОСЛОЙНЫХ ЗАГОТОВОК ИЗ РАЗЛИЧНЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ С ВЕРТИКАЛЬНЫМ РАСПОЛОЖЕНИЕМ СЛОЕВ | 1990 |
|
RU2010676C1 |
| Устройство для изготовления двухслойного кирпича из порошковых масс | 1989 |
|
SU1664766A1 |
| Пресс-форма для прессования изделий из порошковых материалов | 1988 |
|
SU1509181A2 |
| Машина для изготовления кольцевых брикетов из порошкообразных материалов | 1984 |
|
SU1193012A2 |
| Устройство для прессования тонких таблеток из порошковых материалов | 1982 |
|
SU1076985A1 |
| Пресс-форма для прессования изделий порошковых материалов | 1985 |
|
SU1294476A1 |
| Способ прессования изделий с отверстиями из порошков | 2023 |
|
RU2823590C1 |
9 Ю 8
