(54) СПОСОБ ПРЕССОВАНИЯ МНОГОСЛОЙНЫХ МЕТАЛЛОКЕРАМИЧЕСКИХ ИЗДЕЛИЙ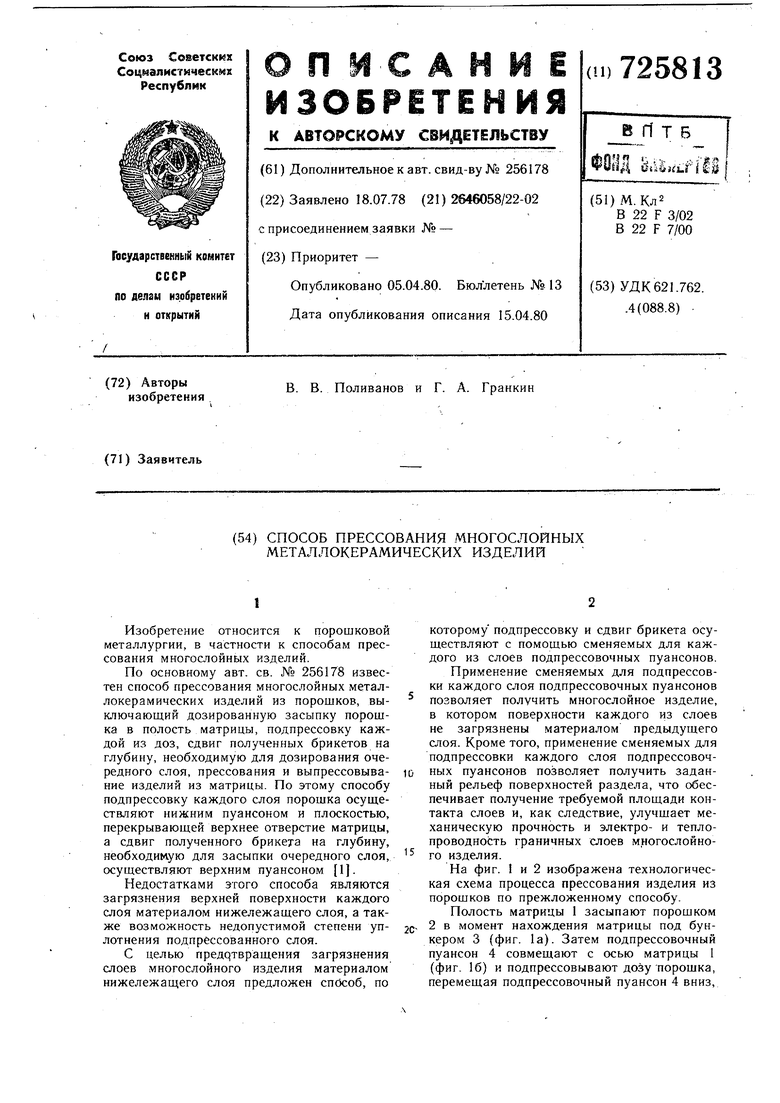
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прессования многослойных изделий из порошковых материалов с вертикальным расположением слоев | 1982 |
|
SU1026958A1 |
| Способ изготовления магнитопроводов | 1976 |
|
SU624721A1 |
| Устройство для прессования многослойных заготовок из порошка | 1985 |
|
SU1284686A1 |
| Способ получения многослойных изделий и устройство для его осуществления | 1990 |
|
SU1799688A1 |
| СПОСОБ ПРЕССОВАНИЯ МНОГОСЛОЙНЫХ ЗАГОТОВОК ИЗ РАЗЛИЧНЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ С ВЕРТИКАЛЬНЫМ РАСПОЛОЖЕНИЕМ СЛОЕВ | 1990 |
|
RU2010676C1 |
| СПОСОБ ПРЕССОВАНИЯ МНОГОСЛОЙНЫХ МЕТАЛЛОКЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1969 |
|
SU256178A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ СЛОЖНОГО ПРОФИЛЯ ИЗ ПОРОШКОВ | 2014 |
|
RU2553143C1 |
| Роторная таблеточная машина | 1979 |
|
SU816784A1 |
| Способ прессования двухслойных изделий из металлических порошков | 1975 |
|
SU657910A1 |
| Способ прессования биметаллических изделий из порошков | 1988 |
|
SU1524967A1 |
Изобретение относится к порошковой металлургии, в частности к способам прессования многослойных изделий.
По основному авт. св. № 256178 известен способ прессования многослойных металлокерамических изделий из порошков, выключаюший дозированную засыпку порошка в полость матрицы, подпрессовку каждой из доз, сдвиг полученных брикетов на глубину, необходимую для дозирования очередного слоя, прессования и выпрессовывание изделий из матрицы. По этому способу подпрессовку каждого слоя порошка осуществляют нижним пуансоном и плоскостью, перекрывающей верхнее отверстие матрицы, а сдвиг полученного брикета на глубину, необходимую для засыпки очередного слоя, осуществляют верхним пуансоном 1.
Недостатками этого способа являются загрязнения верхней поверхности каждого слоя материалом нижележащего слоя, а также возможность недопустимой степени уплотнения подпрессованного слоя.
С целью пpeдqтвpaщeния загрязнения слоев многослойного изделия материалом нижележащего слоя предложен способ, по
которому подпрессовку и сдвиг брикета осуществляют с помощью сменяемых для каждого из слоев подпрессовочных пуансонов. Применение сменяемых для подпрессовки каждого слоя подпрессовочных пуансонов
позволяет получить многослойное изделие, в котором поверхности каждого из слоев не загрязнены материалом предыдущего слоя. Кроме того, применение сменяемых для подпрессовки каждого слоя подпрессовочных пуансонов позволяет получить заданный рельеф поверхностей раздела, что обеспечивает получение требуемой площади контакта слоев и, как следствие, улучшает механическую прочность и электро- и теплопроводность граничных слоев многослойного изделия.
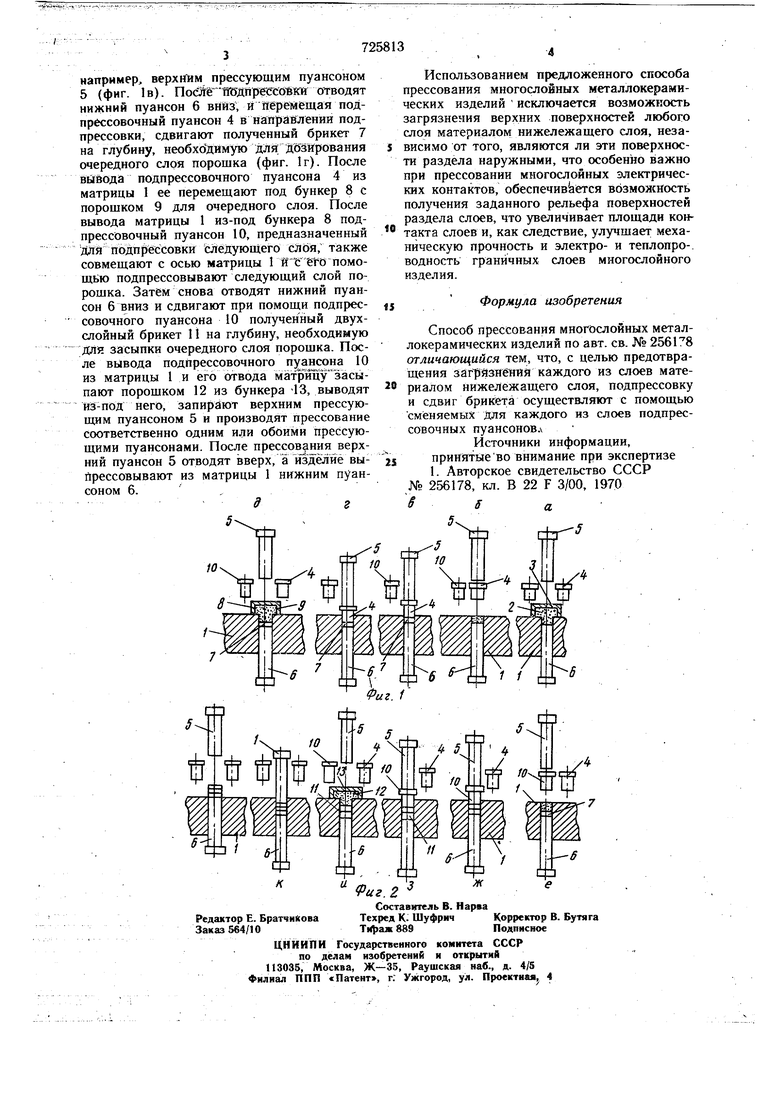
На фиг. 1 и 2 изображена технологическая схема процесса прессования изделия из порошков по прежложенному способу.
Полость матрицы 1 засыпают порошком
2 в момент нахождения матрицы под бункером 3 (фиг. 1а). Затем подпрессовочный пуансон 4 совмещают с осью матрицы 1 (фиг. 16) и подпрессовывают дозу порошка, перемещая подпрессовочный пуансон 4 вниз.
