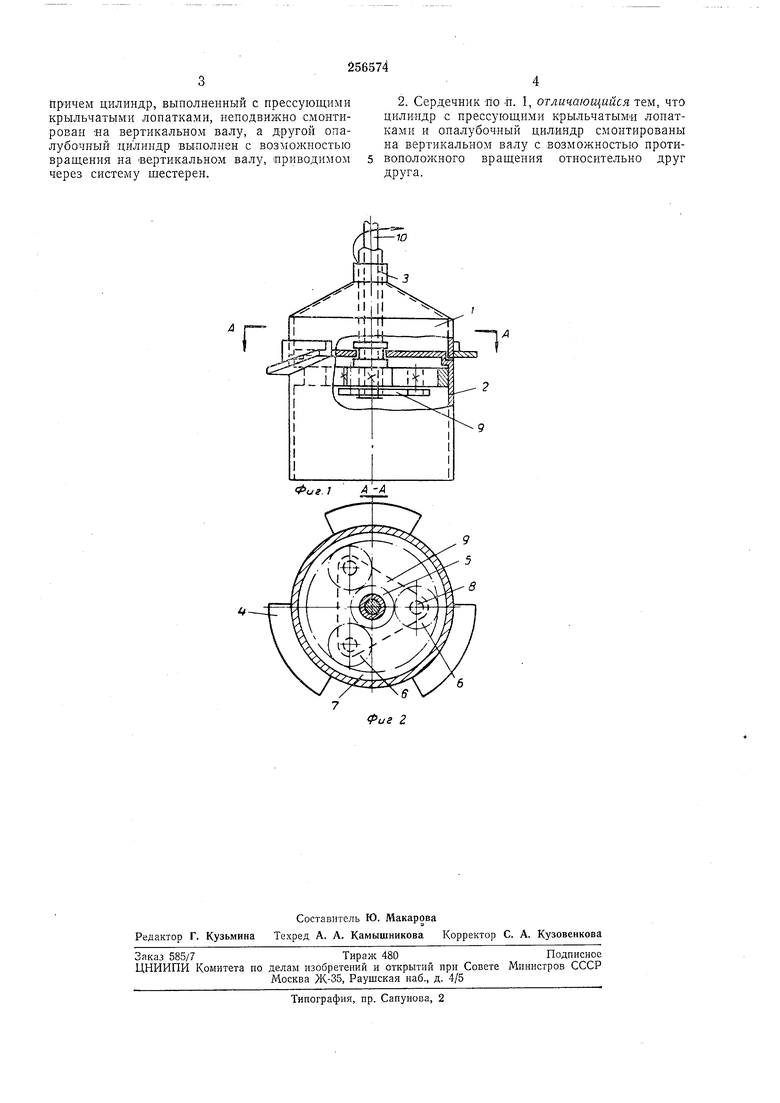
Известны головки-сердечники к трубоформовочным станкам осевого прессования, включающие цилиндрический опалубочный корпус с прессующими ло-патками. Недостатком таких сердечников является то, что в процессе формования при вращении головки часть мощности расходуется на преодоление сил трения между отформованной частью трубы и частью цилиндрического опалубочного корпуса ниже лопаток. Трение в этой части является также причиной быстрого износа корпуса. Предлагаемый сердечник лищен этого недостатка и отличается от известных тем, что цилиндрический корлус выполнен с двумя шарнирно соединенными цилиндрами, причем цилиндр, выполненный с прессующими крыльчатыми лопатками, неподвижно смонтирован на вертикальном валу, а другой опалубочный цилиндр выполнен с возможностью вращения на вертикальном валу, приводимом через систему щестерен, причем цилиндр с прессующими крыльчатыми лопатками и опалубочный цнлиидр смонтированы на вертикальном валу с 1возможностью противоположного вращения относительно друг друга. Он состоит из двух цилиндров / и 2, причем цилиндр 1 закреплен неподвижно на вертикальном валу 5 н несет прессующие крыльчатые лопатки 4. Цилиндр 2 соединен с цилиндром / шарнирно и приводится во вращение системой шестерен 5, 6 и зубчатого венца 7 в сторону, противоположную вращению цилиндра 1. Шестерни 6 насажены на пальцах 8, закрепленных на пластине 9, связанной наглухо с осью 10, неподвил ной относительно вала 3. При этом скорость вращения цилиндра 2 относительно формуемой трубы будет скорости вращения цилиндра /. Замедление скорости вращення цилиндра 2, выполняющего роль вн тренней подвижной опалубки, дает выигрыш в силе, и уменьшает износ корпуса, так как при одинаковой длине формования соверщается меньшее число оборотов цилиндра 2. Предмет изобретения 1. Сердечник к трубоформовочному станку осевого прессования, содержащий цилиндрический опалубочный корпус с прессующими крыльчатыми лопатками, отличающийся тем, что, с целью экономии мощности, затрачиваемой на преодоление сил трения между отформованной частью трубы и цилиндрическим опалубочным корпусом, последний выполнен с двумя шарнирно соединенными цилиндрами,
причем цилиндр, выполненный с прессующими крыльчатыми лопатками, неиодвижно смонтирован яа вертикальном валу, а другой опалубочный цилиндр выполнен с возможностью вращения на вертикальном валу, приводимом через систему щестерен.
2. Сердечник ло п. 1, отличающийся тем, что цилиндр с прессующими крыльчатыми лопатками и опалубочный цилиндр смонтированы на вертикальном валу с возможностью противоположного вращения относительно друг друга.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формования трубчатых изделий из бетонных смесей | 1977 |
|
SU707807A1 |
| ПРЕСС ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ТРУБ | 1973 |
|
SU405724A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ТРУБЧАТЫХ ИЗДЕЛИЙ | 1991 |
|
RU2026783C1 |
| ТРУБЧАТОЕ ИЗДЕЛИЕ ИЗ ПРЕССОВАННОГО ДИСПЕРСНО-АРМИРОВАННОГО БЕТОНА И ФОРМУЮЩАЯ ГОЛОВКА ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2072467C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ СО СТЫКОВЫМ ШВОМ ИЗ МЕТАЛЛИЧЕСКИХ ЛИСТОВ | 2012 |
|
RU2505370C1 |
| Головка к трубоформовочному станку радиального прессования | 1980 |
|
SU1004114A1 |
| Способ изготовления прямошевной трубы со стыковым швом из металлической заготовки и трубоформовочное устройство | 2016 |
|
RU2641937C1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ТРУБ ИЗ БЕТОННОЙ И ПОДОБНОЙ СМЕСИ | 1971 |
|
SU317519A1 |
| Устройство для формования трубчатых изделий из бетонных смесей | 1982 |
|
SU1046104A1 |
| Головка станка радиального прессования трубчатых изделий | 1974 |
|
SU679400A1 |