Изобретение относится к области термообработки.
Известны устройства для регулирования скорости охлаждения изделий в процессе струйной закалки, содержащие разбрызгивающую систему и систему пропорционального регулирования подачи охладителя в зависимости от разности между задаваемой и действительной температурой изделия.
Предложенное устройство отличается от известных тем, что оно снабжено системой регулирования давления охлаждающей среды в трубопроводе, выполненной в виде исполнительного механизма, воздействующего через регулятор непосредственно на конусы сопел разбрызгивающей системы, измеряя щирину щ.ели, через которую л идкость 1подается на изделие. Это регулирует теплосъем при постоянной скорости истечения охладителя.
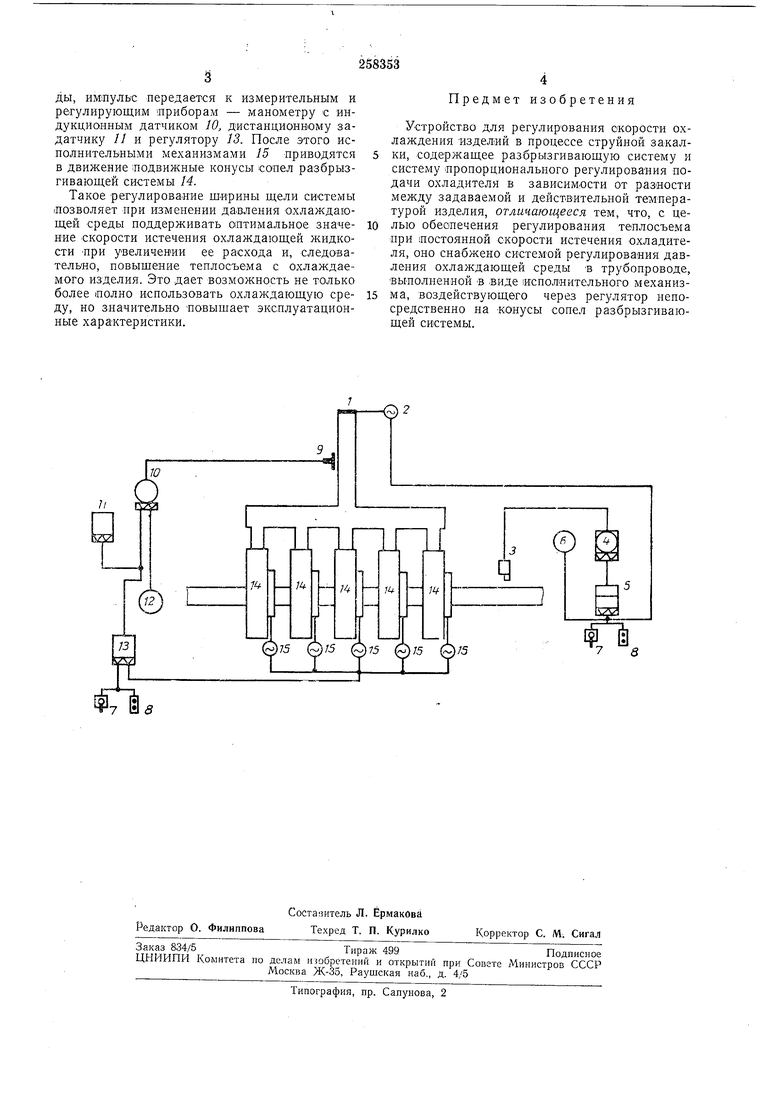
На чертел е схематично изображено предложенное устройство.
Оно состоит из системы пропорционального регулирования подачи охладителя, содержащей механизированную задвижку /, исполнительный механизм 2, датчик 3 температуры, электронный потенциометр с задатчиком 4, регулирующее устройство 5 и указатель еоложения 6 механизированной задвижки /, системы регулирования давления охлаждающей среды, содержащей универсальный переключатель 7, двухкнопочный пост управления 5, датчнк 9 давления охлаждающей среды, манометр с индукционным датчиком 10, дистанционный задатчик //, вторичный прибор с
датчиком 12 и регулятор 13, разбрызгивающей системы 14 с исполнительным механизмом 15.
Устройство работает следующим образом. Закаливаемая труба, проходящая через
кольца системы 14, закаливается за счет всестороннего омывания охлаждающей средой, поступаюпгей через концентрическую щель каждого кольца. Расход воды регулируется механизированной задвижкой 1, приводящейся в движение в результате измерения темтюратуры охлаждаемой трубы датчиком 3 температуры и импульса, переданного через электронный потенциометр с задатчпком и регулирующее устройство 5 на исполнительный механизм 2. В зависимости от требований технологии термообработки на электронном потенциометре с задатчиком 4 задается необходимая температура закалки, которая и обеспечивается устройством 5 лутем изменения
расхода воды на установку.
Поддержание оптимальной скорости истечения воды из сопел разбрызгивающей системы обеспечивается регулированием давления воды в общем трубопроводе. Давление ВОды изды, имлульс передается к измерительным и регулирующим приборам - манометру с индукционным датчиком 10, дистанционному задатчику и и регулятору 13. После этого исиолнительными механизмами 15 приводятся в движение .подвижные конусы сопел разбрызгивающей системы 14.
Такое регулировалие ширины щели системы .позволяет при изменении давления охлаждающей среды поддерживать оптимальное значение скорости истечення охлаждающей жидкости Нри увеличении ее расхода и, следовательно, повышение теплосъема с охлаждаемого изделия. Это дает возможность не только более полно использовать охлаждающую среду, но значительно повышает эксплуатационные характеристики.
Предмет изобретения
Устройство для регулирования скорости охлаждения -изделий в процессе струйной закалки, содержащее разбрызгивающую систему и систему пропорционального регулирования подачи охладителя в зависимости от разности между задаваемой и действительной температурой изделия, отличающееся тем, что, с целью обеспечения регулирования теплосъема при 1ПОСТОЯННОЙ скорости истечения охладителя, оно снабл ено системой регулирования давления охлаждающей среды Б трубопроводе, вьшолненной в виде исполнительного механизма, воздействующего через регулятор непосредственно на -конусы сопел разбрызгивающей системы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ДПИ''"^ •"••"l!?i i ;-si • >& •- -ИА?ЙЁТ{^Г | 1972 |
|
SU345348A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ТЕРМООБРАБОТКИ СОРТОВОГО ПРОКАТА В МНОГОСЕКЦИОННЫХ ТЕРМОУПРОЧНЯЮЩИХ УСТАНОВКАХ | 2005 |
|
RU2299916C1 |
| Устройство для регулирования охлаждающей способности среды | 1977 |
|
SU711131A1 |
| Установка для закалки шаров | 1983 |
|
SU1201333A1 |
| Способ управления процессом закалки | 1986 |
|
SU1395683A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ОХЛАЖДЕНИЯ ПРОКАТА | 2001 |
|
RU2183522C1 |
| Устройство для закалки изделий из стекла | 1974 |
|
SU645548A3 |
| Поточная линия механообработки и термообработки деталей | 1980 |
|
SU861010A1 |
| СПОСОБ ЗАКАЛКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2007 |
|
RU2353669C2 |
| Устройство для программной закалки длинномерных изделий | 1980 |
|
SU908866A2 |
7 8
