Известна шпиндельная головка для обработки торцов цилиндрических деталей с углублениями вдоль их оси на наружной поверхности, содер}кащая корпус с приводным зубчатым колесом со ступицей и элементы зажима заготовок с кулачками.
Приводное колесо остановлено на шпинделе головки и элементы зажима заготовок расположены вне этого колеса, что не позволяет одновременно обрабатывать оба торца заготовок и снижает производительность.
Предложенная шпиндельная голо.вка отличается от известной тем, что ступица приводного зубчатого колеса, установленная с помощью подшипников в корпусе головки, выполнена в виде ПОЛОЙ гильзы, внутри которой смонтированы элементы заготовок, содержащие круглые металлические вкладыши, взаимодействующие с зажимными кольцами из упругого материала типа резины, причем в последних -смонтированы кулачки, контактирующие с углублениями на нарул ной поверхности заготовок и служащие для передачи им в-ращающего момента.
Такое выполнение шпиндельной головки повыщает производительность и обеспечивает одновременную обработку обоих торцов заготовки.
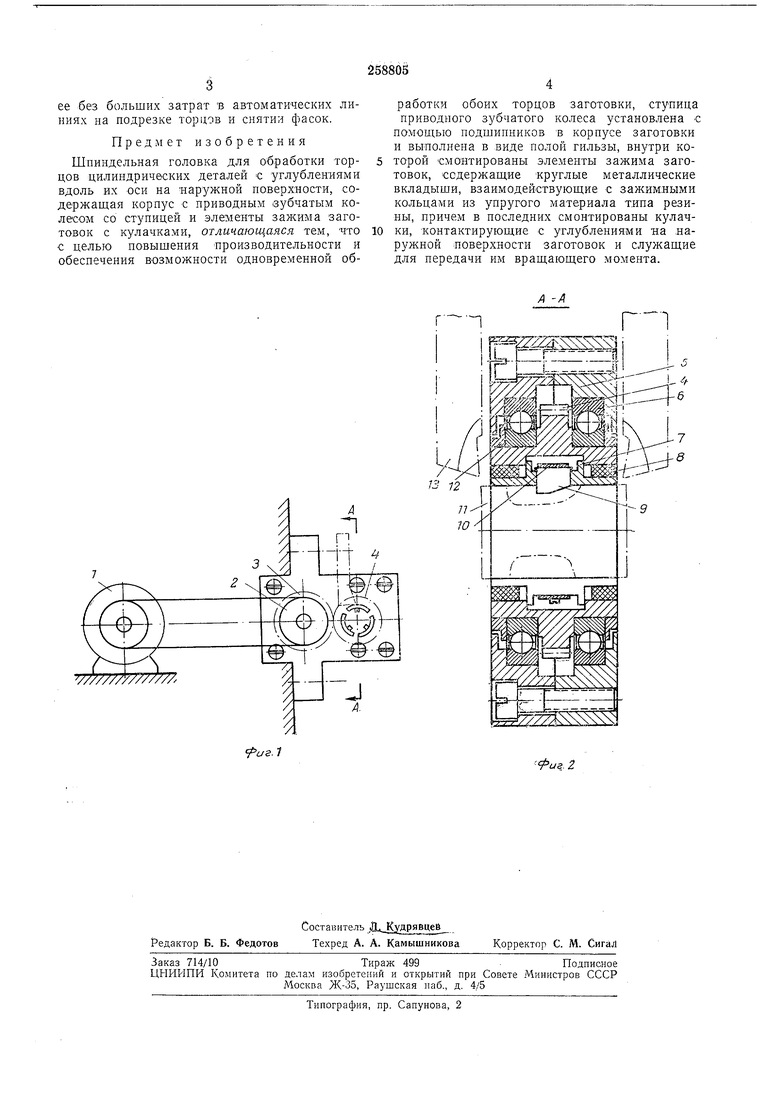
Головка приводится во вращение электродвигателем 1 через ременную передачу на щкив 2, который л естко насажен на один вал с шестерней 3, зацепленной с приводным зубчатым колесом 4, расположенным в разъемном корпусе 5 на двух щарикоподщипниках 6.
Ступица колеса 4 выполнена в виде гильзы, внутри которой смонтированы стальные вкладыши 7 н резиновые кольца 5.
В прямоугольные отверстия вкладыщей вставлены шпонки 9, подпружиненные пластинчатыми пружинами 10, которые подл имают их в пазы обрабатываемой детали II. Подшипники б защищены от пыли и стружки лабиринтными кольцами 12.
Подлежащая обработке деталь // вводится подающим устройством из магазина-бункера в шпиндельную головку и выталкивает обработанную, вкладыщами 7 силой упругой деформации колец 8.
Подпрулчиненные шпонки 9 входят в назы обрабатываемой детали в момент соприкосновения ее с подрезнымп резцами 13, за репленными на суппорте станка.
По окончании подрезки резцы возвращаются в исходное полол ение, а обработанная деталь выталкивается очередной деталью, подаваемой из магазина-бункера. Компактность и простота конструкции шпиндельной головки позволяют применять
ее без больших затрат в автоматических линиях на подрезке торцов и снятии фасок.
Предмет изобретения
Шпиндельная головка для обработки торцов цилиндрических деталей с углублениями вдоль их оси на наружной поверхности, содержащая корпус с приводным зубчатым колесом со ступицей и элементы заготовок с кулачками, отличающаяся тем, что с целью повышения производительности и обеспечения возможности одновременной обработки обоих торцов заготовки, ступица приводного зубчатого колеса установлена с помощью подшипников в корпусе заготовки и выполнена в виде полой гильзы, внутри которой -смонтированы элементы зажима заготовок, содержащие круглые металлические вкладыши, взаимодействующие с зажимными кольцами из упругого материала типа резины, причем в последних смонтированы кулачки, контактирующие с углублениями на наружной поверхности заготовок и служащие для передачи им вращающего момента.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТОНКОСТЕННЫХ ТРУБ | 1991 |
|
RU2010687C1 |
| Устройство для резки тонкостенных труб | 1989 |
|
SU1687381A2 |
| Шпиндельная головка для одновременной обработки концов валов | 1984 |
|
SU1129031A2 |
| УНИВЕРСАЛЬНЫЙ НАСТОЛЬНЫЙ СТАНОК | 2003 |
|
RU2264889C2 |
| ПОЛУАВТОМАТ ДЛЯ ПОДРЕЗКИ БАЗОВЫХ ТОРЦОВ ЗАГОТОВОК ЗУБЧАТЫХ КОЛЕС | 1966 |
|
SU224987A1 |
| Агрегат для обработки деревянных вкладышей подшипников | 1959 |
|
SU131080A1 |
| Металлорежущий станок | 1984 |
|
SU1227367A1 |
| ТРУБОРЕЗНЫЙ АВТОМАТ | 1993 |
|
RU2085343C1 |
| Станок для обработки деталей вращения | 1986 |
|
SU1404198A1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 1998 |
|
RU2146592C1 |
./
. 2
