Известно устройство для изготовления мебельных заготовок из шпона,-включающее станину, на которой установлены матрица и пуансон.
Цель изобретения - обеспечить изготовление заготовок разных форм замкнутого и незамкнутого контуров и повысить эффективность работы.
Предложенное устройство отличается от известного тем, что его матрица выполнена составной из имеющих сменные профильные вкладыщи неподвижного основания и подвижных в горизонтальном направлении стенок, рабочие поверхности которых совместно с основанием образуют эластичную камеру, создающую равномерный обжим заготовки. Внутренние стороны матрицы оборудованы поверх камер эластичными прокладками и электродами, а на пуансоне закреплены съемные накладки, образующие внутренний контур заготовки.
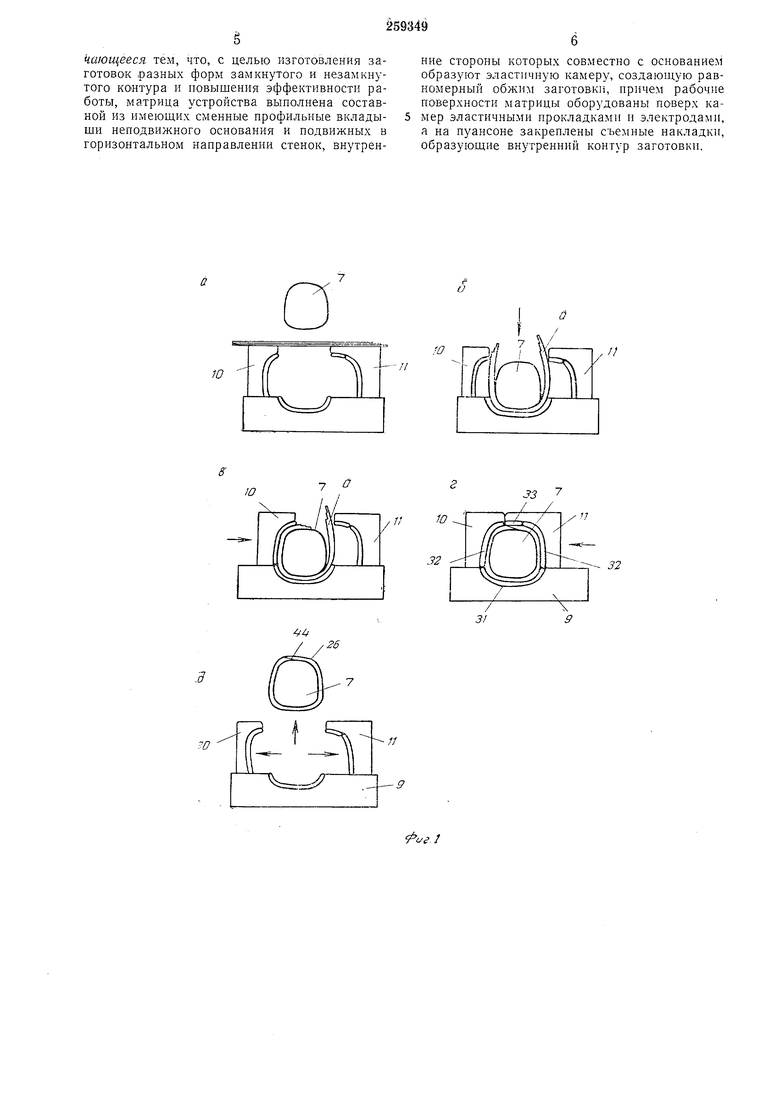
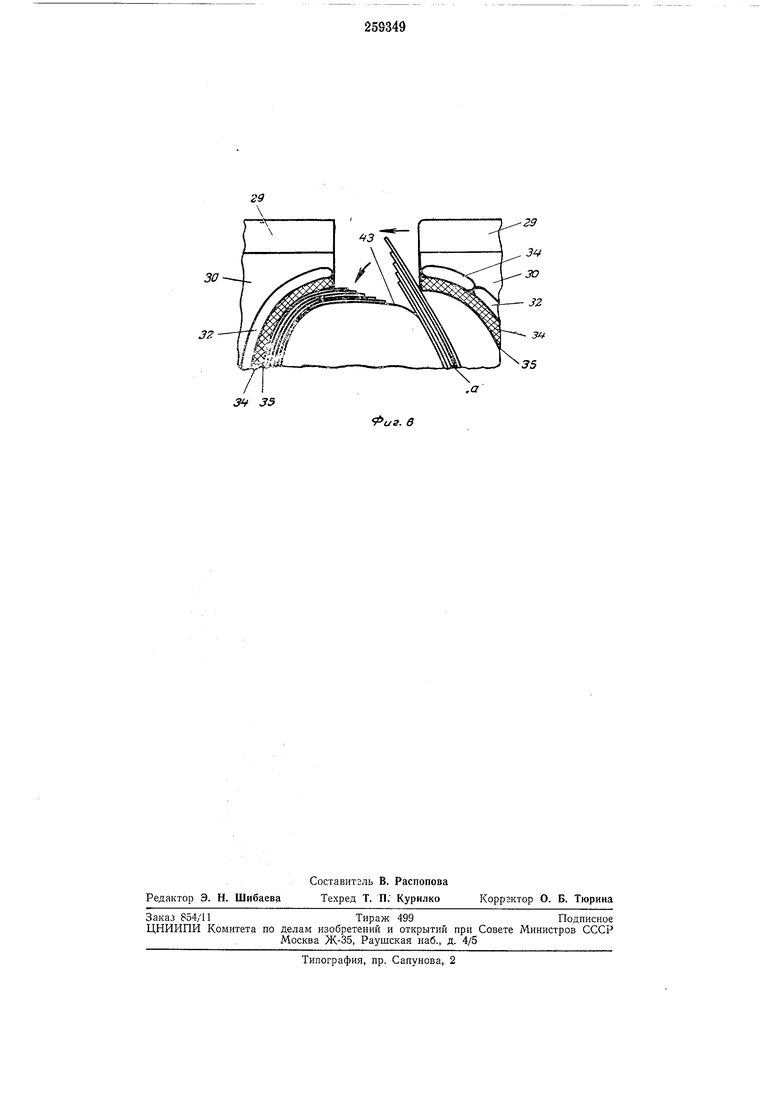
На фиг. 1 представлена принципиальная схема формирования и склеивания заготовки; на фиг. 2 и 3 - устройство в нерабочем и в рабочем положениях соответственно; на фиг. 4- устройство, вид сбоку; на фиг. 5 - траверса с пуансоном; на фиг. 6 - схема формирования «замка.
верса 3, получающая возвратно-поступательное движение от штока 4 гидроцилиндра 5. К траверсе 3 присоединен через электроизоляционые прокладки 6 пуансон 7. На столе 8 установлены элементы матрицы: основание 9 и боковые стенки 10 11, перемещающиеся по направляющим в форме ласточкина хвоста 12. Возвратно-поступательное движение боковых стенок матрицы осуществляется усилием штока 13 гидроцилиндров 14.
Станина 1 и стол 8 смонтированы на общей плите 15. В траверсе 3 установлен на направляющих 16 ползун 17, получающий возвратнопоступательное движение от штока 18 гидроцилиндра 19, помещенного внутри пуансона 7. Гидроцилиндр 19 крепится к траверсе 3. К ползуну 17 присоединены четыре штанги 20. выходящие из траверсы через втулки 21. Штанги 20 соединены между собой рамой 22, на которой установлены в вертикальных пазах четыре съемника 23, прижатые пружинами 24 книзу.
На пуансоне 7 имеются съемные накладки 25, обработанные таким образом, что их поверхность образует внутренний контур выклеиваемой заготовки 26. На торцовой стенке пуансона, являющегося высокопотенциальным электродом, имеется выступ 27, служащий для присоединения щины генератора. Против пуансона находится кронштейн 28, на который сходит выклеенная заготовка.
Заготовки поступают на кронштейн 28 под действием передвижных съемников 23, которые находятся в это время в конце пуансона, в положении, показанном на фиг. 4 пунктиром.
Основание матрицы и ее боковые стенки имеют стальные каркасы 29, внутри которых на сменных профильных вкладышах 30 уложены эластичные силовые камеры: на основании матрицы 9 - камера 31, на боковых стенках - камеры 32 и 33. На каждой стенке и на основании закреплены сверху камер слои эластичной изоляции 34, а на них - металлические листы 35, являющиеся заземленными электродами.
При рабочем давлении в эластичных камерах создаются значительные усилия на пуансон, а также на боковые стенки, стремяш.иеся их раздвинуть.
Для противодействия из1гибу пуансона в стенках 10 и // имеются вырезы 36, которые при смыкании перекрывают выступ 27 на пуансоне 7 поверх электроизоляционной прокладки 37, чем пуансон запирается и разгружается от консольных нагрузок. Для разгрузки и предотвращения подъема боковых стенок матрицы при вертикальных нагрузках наружные металлические листы каркасов 29 имеют в нижней части конусные выступы 38, заходящие под конусный элемент 39, неподвижно закрепленный на столе 8, который и воспринимает возникающие усилия в матрице.
Эластичные камеры через штуцера 40 соединены гибкими трубками 41 с коллектором 42, в который рабочая среда поступает от насосной установки или от компрессора (в зависимости от применяемой рабочей среды).
Работает устройство следующим образом. Пакет шпона а поступает с транспортера на боковые стенки матрицы. В это время пуансон находится в верхнем положении. Затем пуансон под действием гидроцилиндра 5 опускается до соприкосновения с основанием матрицы. При этом пакет изгибается, опираясь при движении на кромки раздвинутых в это время стенок 10 и 11 матрицы. Под дейст вием левого гидроцилиндра 14 левая стенка 10 матрицы надвигается на пуансон, прижимая пакет к нему таким образом, что ступенчатый конец пакета лежит на плоском участке 43 пуансона, являющимся местом образования задней стороны заготовки. Под действием правого гидроцилиндра 14 правая стенка // надвигается на пуансон и прижимает пакет к нему таким образом, что правый ступенчатый конец накладывается на левый, образуя «замок 44. Боковые стенки матрицы в этом положении вырезами 36 в каркасах 29 перекрывают выступы 27 над прокладками 37, а конусные выступы 5S заходят под конусные стенки элемента 39, и вся система неподвижно заперта. Действием гидросистемы или пневмосети включаются последовательно: сначала нижняя камера 31, затем боковые камеры 32 и верхняя-55. Включение камер в указанной последовательности необходимо для обеспечения прилегания пакета по всему контуру пуансона.
Нарушение заданной последовательности
может привести к тому, что преждевременно прижатые к пуансону верхние участки пакета создадут большое сопротивление для нижнего участка, который, будучи только предварительно изогнут, не сможет изменить свое положение из-за сопротивления верхних участков, не получит требуемой формы и не склеится.
Давление в камерах разное в зависимости от требуемого усилия, слагающегося из потребного удельното давления для склеивания
и усилия для преодоления изгиба, которое различно на различных участках формируемой заготовки. Давление в камерах регулируется с помощью приборов - редукционных клапанов, установленных на каждой линии подачи давления.
Действием камеры 33 обеспечивается нормальное давление, необходимое для склеивания «замка заготовки. После включения давления в камере подключается генератор ТВЧ присоединением к выступу 27 пуансона 7, являющегося высокопотенциальным электродом. Заземленным электродом являются металлические листы 35, которые с этой целью соединены со станиной
через каркасы 29 составных частей 10, 11 и 9 матрицы.
Для предупреждения электрического пробоя и обеспечения необходимой изоляции высокопотенциального электрода-пуансона служат
электроизоляционные прокладки 6 и 37, например, из фторопласта.
При включении ТВЧ происходит склеивание заготовки. Затем выключают ТВЧ, отключается шина от пуансона, и снимается давление в
камерах пуансона.
Действием цилиндров 14 отодвигаются боковые стенки матрицы, после чего действием гндроцилиндра 5 траверса вместе с пуансоном и надетой на него заготовкой поднимается
в исходное положение.
Действием гидроцилиндра 19 шток 18 перемещает ползун 17, двигающийся по направлящим 16 в сторону пуансона 7. При этом штанги 20 двигают раму 22, а съемники 23 сдвигают заготовку 26 на кронштейн 28 транспортирующего устройства, которое и уносит его для последующей обработки.
При переходе на изготовление заготовок других контуров меняют вкладыши 30 и соответственно эластичные камеры, эластичные прокладки и электроды, а также меняют пуансон (либо сменные накладки 25 на нем), форма которого определяет внутренний контур изделия.
Предмет изобретения
чающееся тем, что, с целью изготовления заготовок разных форм замкнутого и незамкнутого контура и повышения эффективности работы, матрица устройства вьшолнена составной из имеющих сменные профильные вкладыши неподвижного основания и подвижных в горизонтальном направлении стенок, внутренние стороны которых совместно с основанием образуют эластичную камеру, создаюш,ую равномерный обжим заготовк, причем рабочие поверхности матрицы оборудованы поверх камер эластичными прокладками и электродами, а на пуансоне закреплены съемные накладки, образующие внутренний контур заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления пакетов керамических конденсаторов | 1983 |
|
SU1088080A1 |
| Способ изготовления осесимметричных тонкостенных корпусов сосудов с переменной толщиной стенки | 2018 |
|
RU2695100C1 |
| Устройство для изготовления пакетов керамических конденсаторов | 1981 |
|
SU1003164A1 |
| Линия для изготовления групповых пакетов монолитных керамических конденсаторов | 1982 |
|
SU1173455A1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО МНОГОСЛОЙНОГО ИЗДЕЛИЯ | 2024 |
|
RU2832222C1 |
| Устройство для формирования сильфонов повышенной эластичности | 1975 |
|
SU554044A1 |
| Штамп | 1988 |
|
SU1655617A1 |
| Устройство для изготовления оболочек с продольными гофрами | 2024 |
|
RU2836372C1 |
| Штамп автомат для двухпереходной гибки штучных заготовок | 1982 |
|
SU1038006A1 |


// О
32
- 32
fue Э
t
/5
. 5
