Известен сиособ сборки и сварки кузовов легковых автомобилей, собираемых из боковии левой и иравой, проемов переднего и заднего, крыши и нола, при котором производят сборку, а затем сварку кузова из всех перечисленных элементов.
Пол, заранее установленный в главном кондукторе, в результате неточностей в изготовлении и сборке оказывает отрицательное влияние на геометрические размеры ответственных проемов кузова (дверей, передних и задних окон и других проемов) и, замыкая пространство кузова, затрудняет качественное исполнение сборочио-сварочных операций, снижает производительность труда.
Предлагаемый способ отличается тем, что сиачала собирают и сваривают оболочку кузова из зафиксированных и зажатых в кондукторе боковин левой и правой, передиего и заднего проемов и крыши, а затем телескопически соединяют оболочку с полом, независимо зафиксированным на подводимой снизу части кондуктора, и сваривают по всему контуру. Телескопическое соединение оболочки с полом производят при ИОМОШ.И фланцев, отогнутых от вертикали, например, на
15.
детали оболочки кузова и сваривают их между-собой, а затем приваривают независимо зафиксированный пол, соединяя его телескопически с оболочкой кузова.
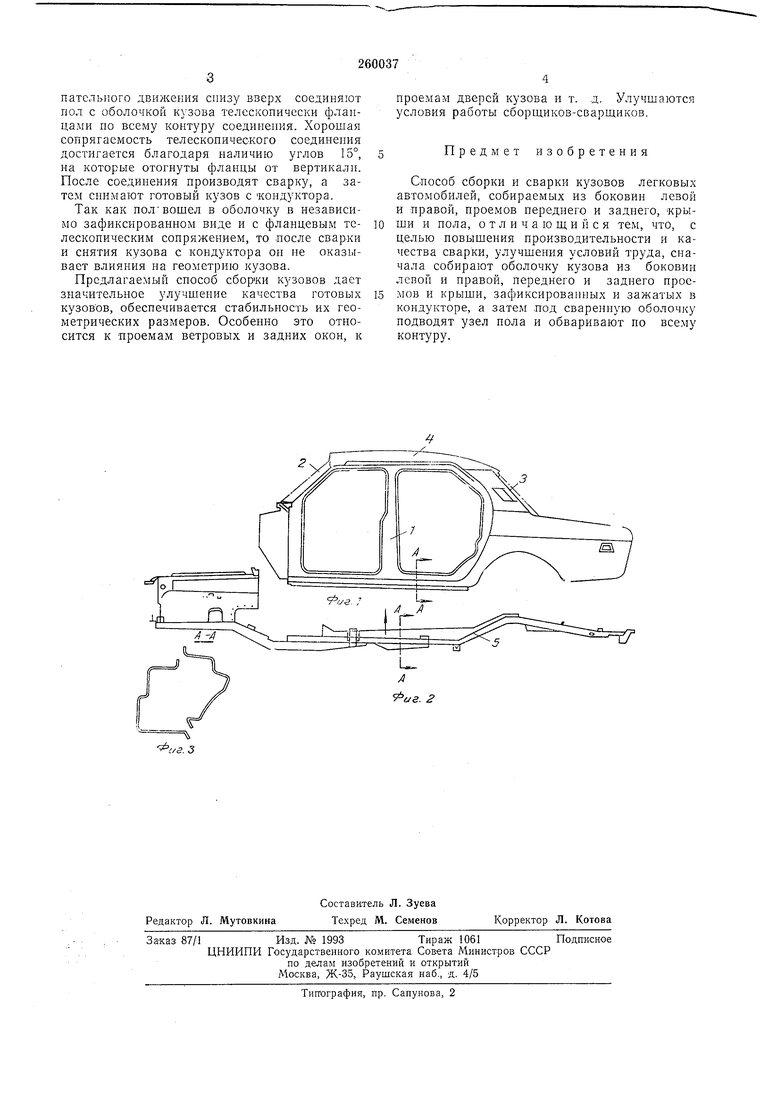
Это позволяет снизить деформации и внутренние напряжения после сварки кузова, повысить производительность работы и качество сварки, улучшить условия труда. На фиг. 1 показана оболочка кузова, содержащая боковины 1 левую и правую, передний 2 и задиий 3 проемы и крышу 4; на фиг. 2 отдельно показан пол 5; на фиг. 3 изображено сечение А-А (на фиг. 1 и 2), показывающее телескопическое соединение пола с
оболочкой кузова при помощи отогнутых на 15° фланцев.
Сборку и сварку кузова производят следуюш,им образом.
В кондукторе собирают оболочку кузова,
состоящую из боковин I левой и правой, переднего 2 и заднего 3 проемов и крыши 4. Перечисленные узлы сваривают между собой по местам соединений подвесными сварочными машинами. Эту часть сварки производят
без пола, поэтому внутри оболочки имеется достаточное рабочее пространство для нестесненной работы оператора. Затем в стационарную часть кондуктора подают на выдвижном приспособлении независимо зафиксипатсльного снизу вверх соединяют пол с оболочкой кузова телескопически фланцами по всему контуру соединения. Хорошая сопрягаемость телескопического соединения достигается благодаря наличию углов 15°, на которые отогнуты фланцы от вертикали. После соединения производят сварку, а затем снимают готовый кузов с кондуктора.
Так как полвошел в оболочку в независимо зафиксированном виде и с фланцевым телескопическим сопряжением, то после сварки и снятия кузова с кондуктора он не оказывает влияния на геометрию кузова.
Предлагаемый способ сборки кузовов дает значительное улучшение качества готовых кузовов, обеспечивается стабильность их геометрических размеров. Особенно это относится к проемам ветровых и задних окон, к
проемам дверей кузова и т. д. Улучшаются условия работы сборщиков-сваршиков.
Предмет изобретения
Способ сборки и сварки кузовов легковых автомобилей, собираемых из боковин левой и правой, проемов переднего и заднего, крыши и пола, отличаюш,ийся тем, что, с целью повышения производительности и качества сварки, улучшения условий труда, сначала собирают оболочку кузова из боковин левой и правой, переднего и заднего проемов и крыши, зафиксированных и зажатых в кондукторе, а затем .под сваренную оболочку подводят узел пола и обваривают по всему контуру.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки и сварки кузовов легковых автомобилей | 1978 |
|
SU763056A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ СБОРКИ И СВАРКИ КУЗОВОВ АВТОМОБИЛЕЙ | 1995 |
|
RU2102210C1 |
| КУЗОВ ТРАНСПОРТНОГО СРЕДСТВА И СПОСОБ ЕГО СБОРКИ | 2006 |
|
RU2308394C1 |
| Задняя часть кузова легкового автомобиля в зоне расположения боковой стойки | 1989 |
|
SU1662890A1 |
| СПОСОБ СБОРКИ И СВАРКИ КУЗОВА ТРАНСПОРТНОГО СРЕДСТВА ИЗ КУЗОВНЫХ УЗЛОВ | 2000 |
|
RU2174068C1 |
| СВАРКИ КУЗОВОВ ЛЕГКОВЫХ АВТОМОБИЛЕЙ | 1969 |
|
SU239466A1 |
| НЕСУЩАЯ КОНСТРУКЦИЯ ЛЕГКОВОГО АВТОМОБИЛЯ | 1996 |
|
RU2093403C1 |
| Устройство для сборки и сварки каркаса кузова автобуса | 1974 |
|
SU558768A1 |
| УЗЕЛ СОЕДИНЕНИЯ ЭЛЕМЕНТОВ КУЗОВА АВТОМОБИЛЯ | 2001 |
|
RU2220065C2 |
| Устройство для сборки и контактной точечной сварки кузовов легковых автомобилей | 1987 |
|
SU1433723A1 |
