По основному аът. ав. № 202690 известны установки для резки прутков, содержащие рольганг, устройство для зонального нагрева прутков токами высокой частоты, пресс-ножницы с неподвижным и укрепленным на ползуне подвижным ножами, регулируемый упор, а также устройство для поддержания прессостатка, выполненное в виде двух шарлирно при крепленных ,к ползуну пресс-ножниц захватав с роликами, взаимодействующими с копирами, жестко установленными на станине, образующих при верхнем -положении ползуна призматический ложемент, открывающийся при его рабочем ходе.
С целью обеспечения .возможности одновременНой резки двух шрутков эта установка снабжена проста вкой, жестко связанной с ползуном, размещенной между захватами и образующей с ними при верхнем положении ползуна ложементы для прессостатков.
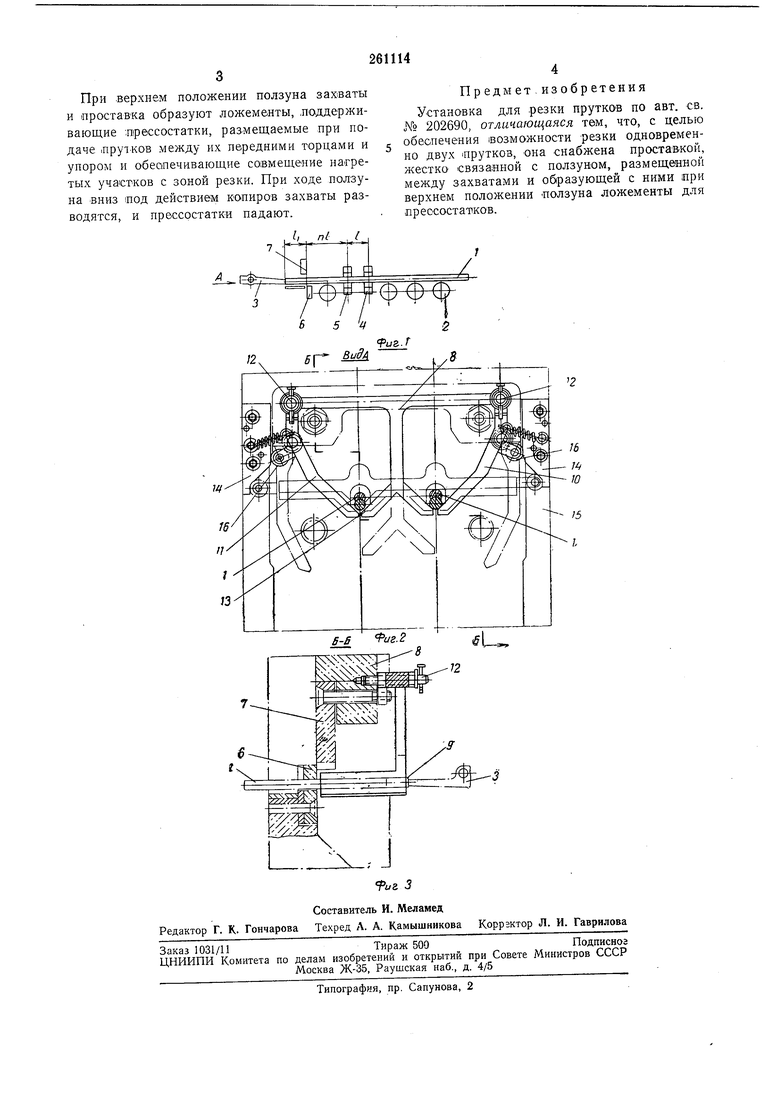
На фиг. 1 схематично изображена предлагаемая установка; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. 2.
Прутки / перемещаются по рольгангу 2 до регулируемого упора 3, проходя через зону нагрева токами высокой частоты. Зона нагрева должна размещаться так, чтобы .после перемещения прутка до упора нагретый участок располагался в плоскости реза. Расстояние I между индукторами 4 и 5 выбирают равным длине заготовки или кратным ей, расстояние /1 между плоскостью реза и упором 3 также равно длине заготовки, а расстояние от зоны нагрева до плоскости реза равно п1.
Резка прутков осуществляется неподвижным 6 и подвижным 7 ножами. Нож 7 закреплен на ползуне 8 пресс-ножниц.
При реЗке подаваемых встык прутков, длина которых кратна длине получаемых заготовок, не образуется прессостатка 9, и нагретые участки при подаче прутков до упора располагаются, в зоне реза. При резке подаваемых встык прутков, длина которых некратна длине получаемых заготовок, образуются прессостатки, и нагретые участки окажутся в зоне резки только в том случае, если прессостатки не будут удалены сразу после резки, а их длина будет учтена при резке последующих прутков.
Поддержание прессостатков при одновременной резке двух прутков осуществляется при помощи устройства, содержащего два захвата 10 и 11, установленных с возможностью поворота на осях 12, и размещенную между ними проставку 13. Оси и проставка закреплены на ползуне 8. Поворот захватов осуществляется под действием копиров 14, закрепленных на станине 15 и воздействующих на ролики 16, смонтированные на захватах.
При верхнем положении ползуна захваты и проставка образуют ложементы, .поддерживающие -nipeccocTaTKH, размещаемые при подаче .прутков между их передними торцами и упором и обестечивающие совмещение нагретых участков с зоной резки. При ходе ползуна вниз лод действием копиров захваты разводятся, и прессостатки падают.
I, . ni
Предмет изобретения
Установка для резки прутков по авт. св. 202690, отличающаяся тем, что, с целью обеспечения возможности резки одновременно двух пруткоз, она снабжена простав-кой, жестко связанной с ползуном, размещенной между захватами и образующей с ними при верхнем положении ползуна ложементы для преосостатков.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ РЕЗКИ ПРУТКОВ | 1967 |
|
SU202690A1 |
| Пресс-ножницы | 1981 |
|
SU984729A1 |
| СПОСОБ РЕЗКИ ПРОКАТА И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2630154C1 |
| Гибкий производственный модуль для резки заготовок из прутков круглого и квадратного проката | 1986 |
|
SU1431915A1 |
| Устройство к пресс-ножницам для резки прутков | 1981 |
|
SU996113A1 |
| Кривошипные ножницы для резки заготовок | 1983 |
|
SU1133048A2 |
| Ножницы для резки сортового проката | 1978 |
|
SU764880A1 |
| Устройство к ножницам для установки длины отрезаемых заготовок | 1983 |
|
SU1119793A1 |
| Ножницы для резки сортового проката | 1977 |
|
SU722704A1 |
| УСТАНОВКА ДЛЯ РЕЗКИ ПРУТКОВ | 1966 |
|
SU223568A1 |
