Известны установки для резки прутков, содержащие рольганг для неремеш,ения нрутков, устройство для зонального нагрева токами высокой частоты (т. в. ч.), нресс-ножницы ирегулируемый упор. Чтобы зона нагрева нрутка точно попадала в плоскость реза прессножниц, расстояние от плоскости реза до центра одного из индукторов (первого) выбирают красным длине отрезаемой заготовки, а расстояние между центрами индукторов равно длине заготовки, или кратно ее длине. При несовпадении плоскости реза с зоной нагрева прутка ножи режут не по нагретому месту прутка. Это приводит к быстрому износу ножей нресс-ножниц и к снижению нроизводительности линии.
Предложенная установка для резки прутков отличается тем, что она снабл ена устройством для поддержания пресс-остатка, выполненным в виде двух шарнирио прикрепленных к ползуну пресс-нолсниц захватов с роликами. Ролики взаимодействуют с копирами, жестко установленными на станине пресс-ножниц. Захваты образуют при верхнем положении ползуна призматический ложемент, открывающийся при его рабочем ходе.
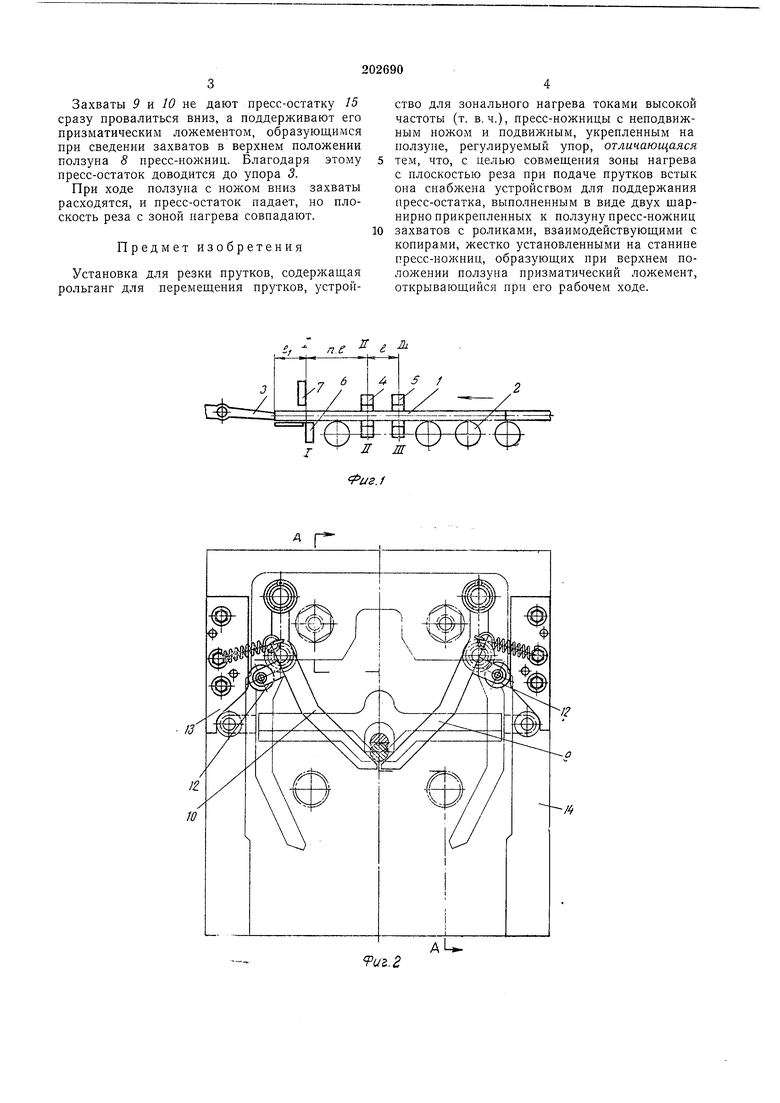
На фиг. 1 дана схема описываемой установки; на фиг. 2 изображено устройство для поддержания пресс-остатка и разрез по А-А.
Пруток 1 перемещается по рольгангу 2 до регулируемого упора 3, проходя через зону нагрева его токами высокой частоты. Зона нагрева должна совпадать с плоскостью реза. Расстояние I между индукторами 4 и 5 равно длине заготовки или кратно ей, расстояние /t плоскостью реза 1 - 1 и упором 3 также равно длине заготовки, а расстояние от зоны нагрева до плоскости реза равно п1.
Резка прутка осуществляется неподвижным
( и подвил ным 7 ножами. Нол 7 укреплен на ползуне 8 пресс-ножниц. Если длина прутков кратна длине заготовки, то зона нагрева совпадает с плоскостью реза. Прн некратной длине прутка образуется пресс-остаток, который меньше длины заготовки. При подаче прутков встык пресс-остаток падает, что приводит к несовпадению зон нагрева И-П и 1П-П1 с плоскостью реза, и ножницы но ненагретому месту прутка. Для поддержаПИЯ пресс-остатка предусмотрено устройство, выполненное в виде двух захватов 9 и 10, которые сидят на осях П, укреплеппых в ползуне 8. Ролики 12 захватов взаимодействуют с копирами 13, жестко установленными на
Захваты 9 к 10 & дают пресс-остатку 15 сразу провалиться вниз, а поддерживают его призматическим ложементом, образующимся при сведении захватов в верхнем положении ползуна 8 пресс-ножниц. Благодаря этому пресс-остаток доводится до упора 3.
При ходе ползуна с ножом вниз захваты расходятся, и пресс-остаток падает, но плоскость реза с зоной нагрева совпадают.
Предмет изобретения
Установка для резки прутков, содержащая рольганг для перемещения прутков, устройство для зонального нагрева токами высокой частоты (т. в. ч.), пресс-ножницы с неподвижным ножом и подвижным, укрепленным на ползуне, регулируемый упор, отличающаяся тем, что, с целью совмещения зоны нагрева с плоскостью реза при подаче прутков встык она снабжена устройством для поддержания аресс-остатка, выполненным в виде двух щарнирно прикрепленных к ползуну пресс-ножниц захватов с роликами, взаимодействующими с копирами, жестко установленными на станине пресс-ножниц, образующих при верхнем положении ползуна призматический ложемент, открывающийся при его рабочем ходе.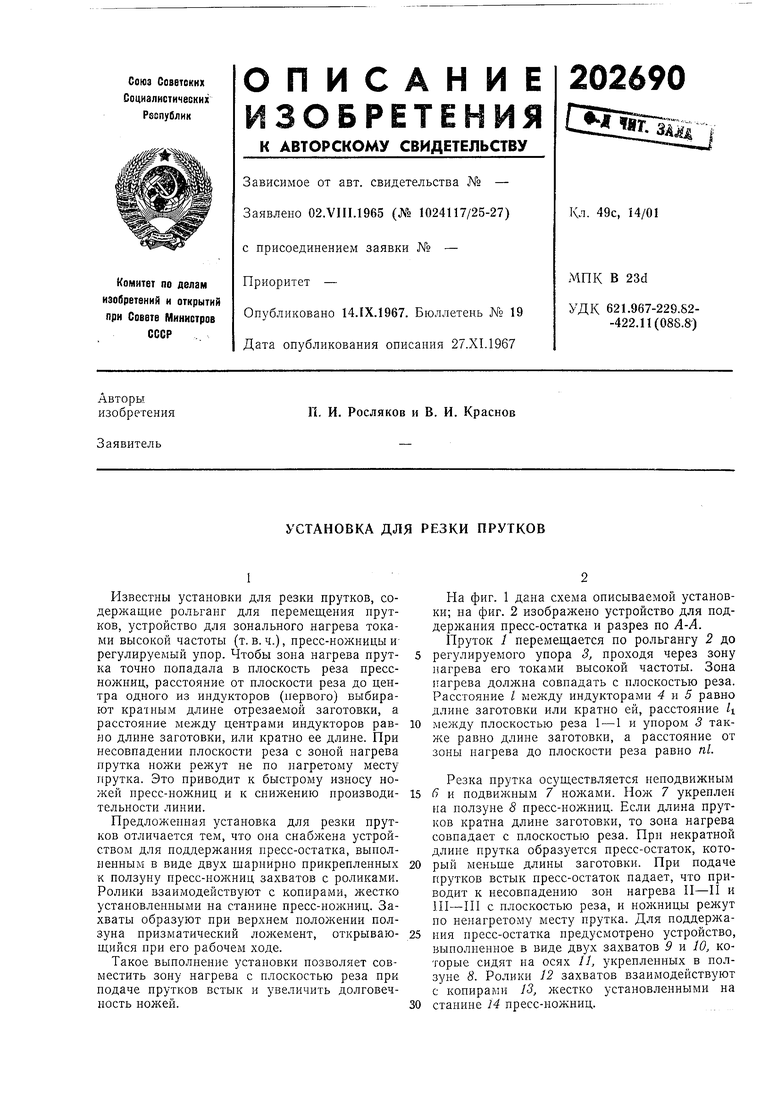
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ РЕЗКИ ПРУТКОВ | 1970 |
|
SU261114A1 |
| Устройство к пресс-ножницам для резки прутков | 1981 |
|
SU996113A1 |
| Гибкий производственный модуль для резки заготовок из прутков круглого и квадратного проката | 1986 |
|
SU1431915A1 |
| Пресс-ножницы | 1981 |
|
SU984729A1 |
| Автомат для рубки прутков | 1974 |
|
SU519255A1 |
| УСТАНОВКА ДЛЯ РЕЗКИ ПРУТКОВ | 1966 |
|
SU223568A1 |
| Пресс-ножницы | 1980 |
|
SU956180A1 |
| Установка для подачи к ножницам, сортировки и удаления заготовок | 1985 |
|
SU1465196A1 |
| Автоматическая линия для резки пруткового материала | 1987 |
|
SU1530309A1 |
| Агрегат для резки листового проката | 1985 |
|
SU1344530A1 |

,Tf г
-/
Ж f Jh
5 /
BlfiZ.
AU
/
-t
.
////Ф:
-:.
I
