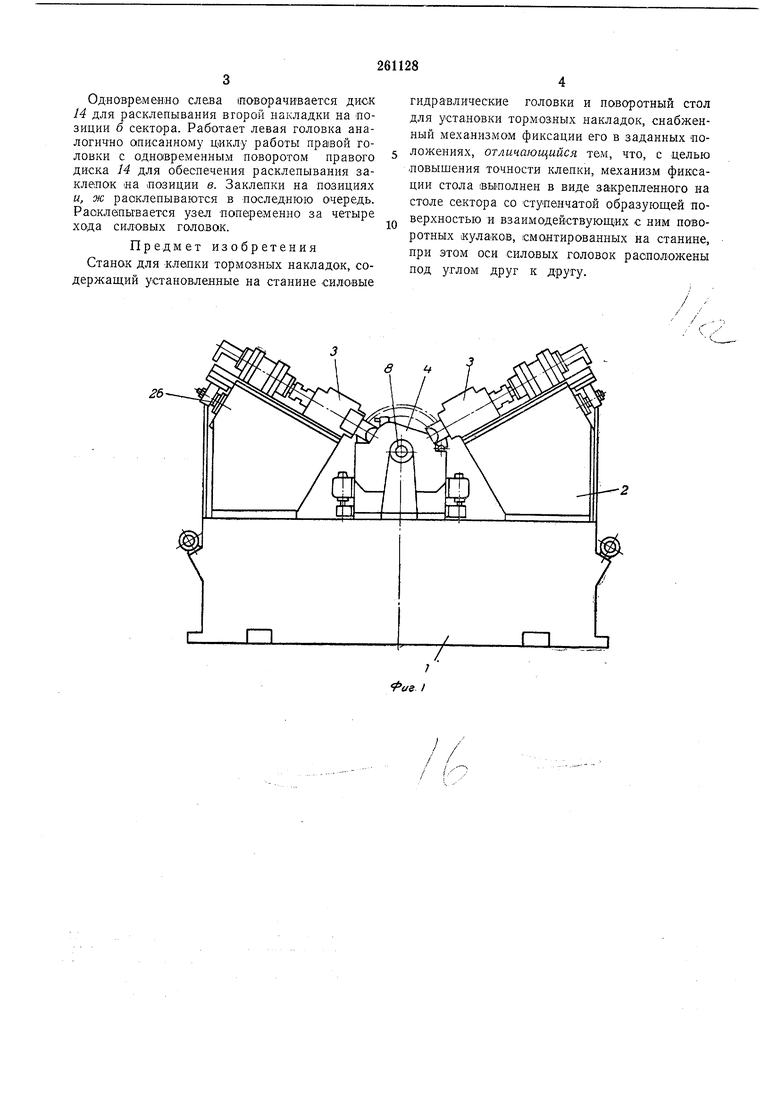
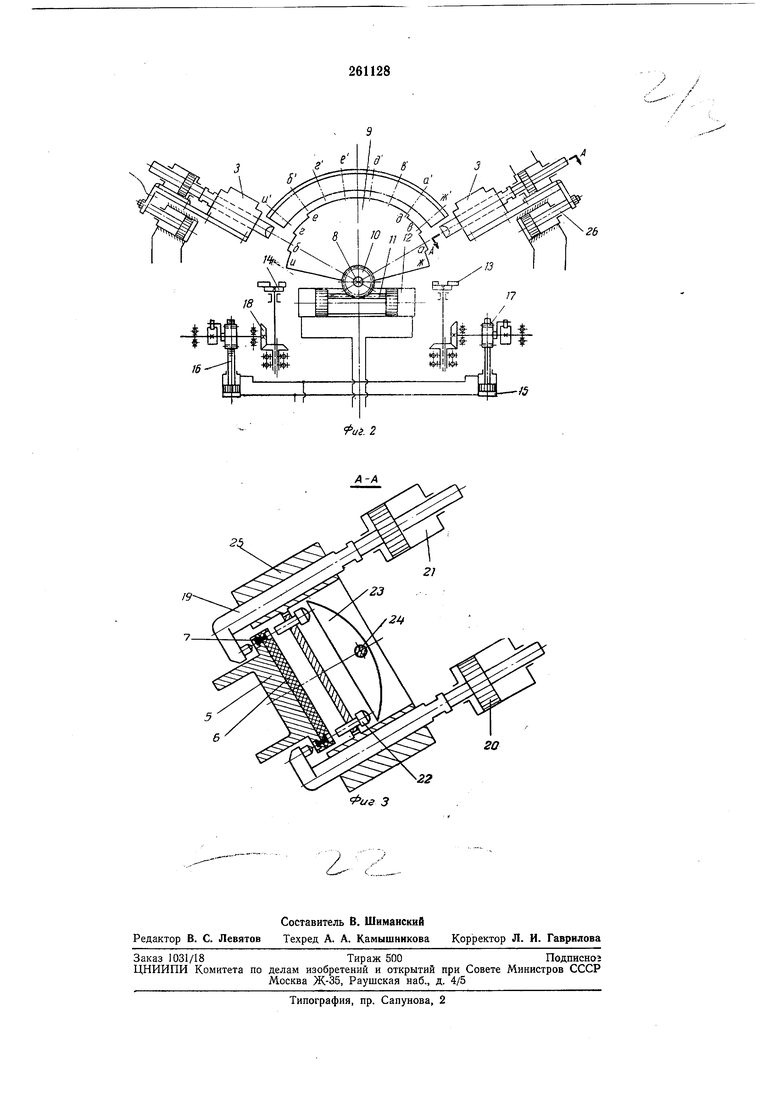
Изобретение относится IK области автомобилестроения. Известны стайки для клепки тормозных накладок, содержащие установленные на станине гидравлические головки и поворотный стол с мехаяизмом фиксации в заданных положениях. Недостатком указанных станков является малая точность клепки, вызванная несовершенством Ионструкции механизма фиксации поворотного стола. В предложенном станке для клепки тормозных накладок указанный недостаток устранен за счет того, что механизм фи ксации стола выполнен в виде закрепленного на столе сектора -со ступенчатой образующей поверхностью и взаимодействующих с ним поворотных .кулаков, смонтиро.ваиных на станине, при этом оси силовых головок расположены под углом друг к другу. На фиг. 1 локазан станок, общий вид; на фиг. 2 - принципиальная схема станка; на фиг. 3 - силовая гидравлическая головка. На стааине 1, .выполненной в виде плоского основания, смонтироваиы наклонные кронщтейны 2. На .последних установлены силовые гидравлические головки 3. В середине станины смонтирован .поворотный стол 4, на котором устанавливается и закрепляется колодка 5 с накладкой 6 и заклепками 7. На оси 8 жестко укреплены сектор 9 со ступенчатой образующей поверхностью и щестер.ни 10, приводимые в движение рейкой-1порщнем 11 гидроцилиндра 12. Сектор попеременно взаимодействует с кулаками 13, смонтированными на поворотном диске 14, получающем движение от гидроцилиндра 15 через рейку-поршень 16, храповой механизм 17, коническую передачу 18 на заданный щаг. Силовые головки состоят из двух Г-образных скоб 19, соединенных с поршнями 20 гидроцилиндрОЕ 21, а также прижимов 22, самоустанавливающихся .поджимом-качалкой 23, укрепленной на оси 24, смонтированных на общем Корпусе 25. Станок работает следующим образом. Перед началом работы колодку с накладкой и заклепки устанавливают и закрепляют на столе. Затем стол поворачивают вместе с сектором вправо до контакта сектора с кулаком с помощью гидроцилиЕДра 12 и рейкипорш.ня 11. При этом происходит расклепывание двух заклепок. Поджим .накладки осуществляется при помощи гидроцилиндра 26, перемещающего силовую головку вместе с поджимом-качалкой до соприкосновения с заклепками прижимов 22. В конце хода силовой головки происходит расклепывание заклепок окобами 19, приводимыми в движение гидроцилиндрами 21 (позиция а).
Одновремевно слева товорачивается диск 14 для расклепывания второй накладки на позиции б сектора. Работает левая головка аналогично описанному циклу работы пра(вой головки с одновременным поворотом правого диска 14 для обеспечения расклепывания закленак «а .позиции в. Заклепки на цозициях и, ж расклепываются в последнюю очередь. Расклепывается узел попеременно за четыре хода силовых головок.
Предмет изобретения Станок для клепки тормозных накладок, содержащий установленные на станине силовые
гидравлические головки и поворотный стол для установки тормозных накладок, снабженный механизмом фиксации его в заданных положениях, отличающийся тем, что, с целью .повышения точности клепки, механизм фиксации стола (Выполнен в виде закрепленного на столе сектора со ступенчатой образующей поверхностью и взаимодействующих с ним поворотных (Кулаков, смонтированных на станине, при этом оси силовых головок расположены под углом друг к другу.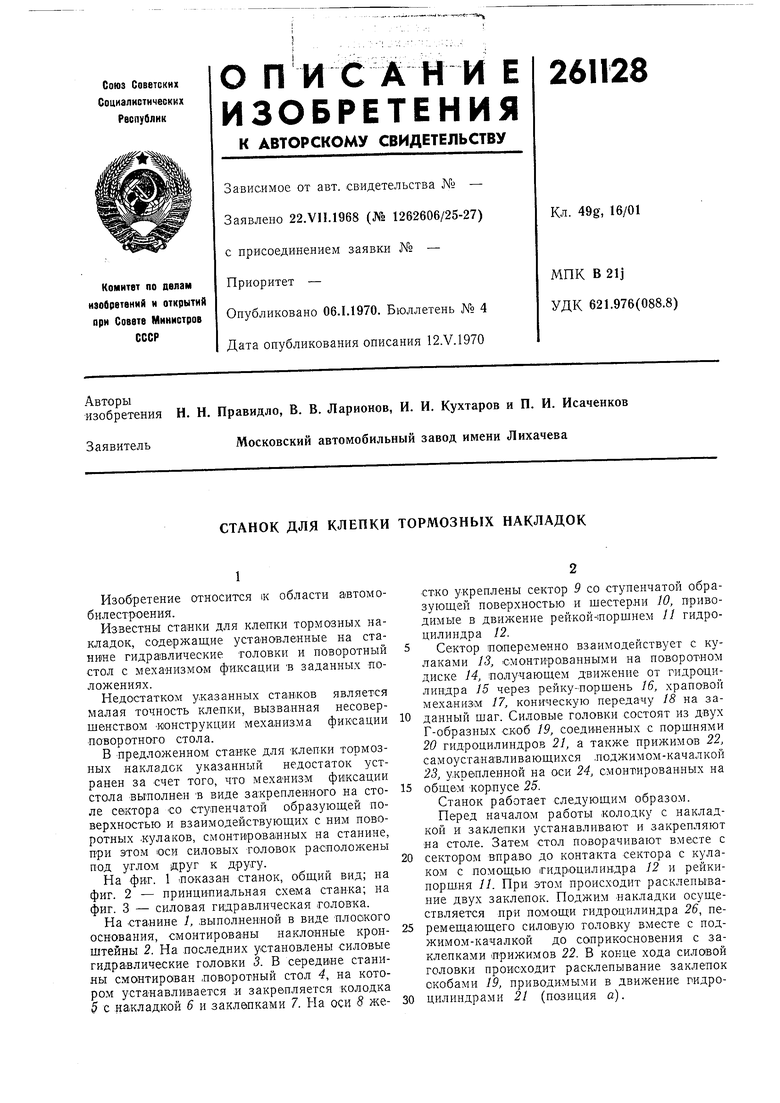
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КЛЕПКИ ДЕТАЛЕЙ С КРИВОЛИНЕЙНЫМИ ПОВЕРХНОСТЯМИ | 1991 |
|
RU2057614C1 |
| Станок для клепки тормозных накладок | 1990 |
|
SU1752477A1 |
| Полуавтомат для клепки накладок к тормозным колодкам | 1977 |
|
SU740376A1 |
| Станок для клепки и удаления заклепок тормозных накладок | 1977 |
|
SU657902A1 |
| Станок для клепки накладок к тормозным колодкам | 1981 |
|
SU1034827A1 |
| Автомат для сборки тормозных колодок | 1981 |
|
SU979014A1 |
| Станок для групповой клепки | 1987 |
|
SU1488096A1 |
| СТАНОК ДЛЯ КЛЕПКИ НАКЛАДОК К ТОРМОЗНОЙ КОЛОДКЕ | 1973 |
|
SU397260A1 |
| Клепельный станок | 1979 |
|
SU793690A1 |
| Станок для сборки деталей и клепки | 1974 |
|
SU519266A1 |
20
22
