УСТРОЙСТВО для
ИЗГОТОВЛЕНИЯ
ГОФРИРОВАННЫХ
полос
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ФОРМООБРАЗОВАНИЯ ГОФРИРОВАННЫХ ДЕТАЛЕЙ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ | 2012 |
|
RU2516322C2 |
| Устройство для изготовления полых деталей из полосового и ленточного материала | 1983 |
|
SU1204302A1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ ГОФРИРОВАННЫХ ИЗДЕЛИЙ | 2015 |
|
RU2617584C2 |
| Устройство для гофрирования ленты | 1982 |
|
SU1015968A1 |
| Автоматический штамп для просечкилиСТА | 1978 |
|
SU799865A1 |
| Устройство для изготовления зубцовой зоны магнитопровода гофрированием | 1984 |
|
SU1270841A1 |
| Устройство для холодной штамповки сферических монтажных шайб | 2021 |
|
RU2775242C1 |
| Устройство для формования изделий из листовых материалов | 1982 |
|
SU1130488A1 |
| Устройство для гофрирования ленты | 1967 |
|
SU261352A1 |
| Штамп для формовки и обрезки выводов радиоэлементов | 1984 |
|
SU1228324A1 |

Изобретение относится к обработке металлов давлением.
Известны устройства для изготовления гофрированных полос, представляющие собой штамп, у которого имеются прикрепленные к верхней плите формующий и прижимной пуансоны и закрепленная на нижней плите разъемная матрица, у которой одна часть может-леремещаться в направлении подачи.
Цель изобретения - повысить точность получаемых гофр.
Это достигается тем, что предложенное устройство снабжено пуансоном предварительного гофрирования, смонтированным совместно с прижимным пуансоном по одну сторону от формующего пуансона на горизонтально подвижной каретке, подпружиненной к верхней плите, а также смонтированными по другую сторону пуансона и подпружиненными к верхней плите калибрующим пуансоном и пуансоном формовки верщины гофра из эластичного материала. При этом подвижная часть матрицы имеет участки предварительной формовки, прижима и формования одной стороны гофра и связана посредством колонок с кареткой с возможностью совместного перемещения и с предусмотренным на нижней плите узлом торможения. Неподвижная часть матрицы имеет участки формования другой стороны гофра, калибровки и формовки верщины гофра. Узел
торможения выполнен в виде стержня, установленного в подвижной части матрицы с возможностью вертикального перемещения и взаимодействующего с планкой, закрепленной
на нижней плите.
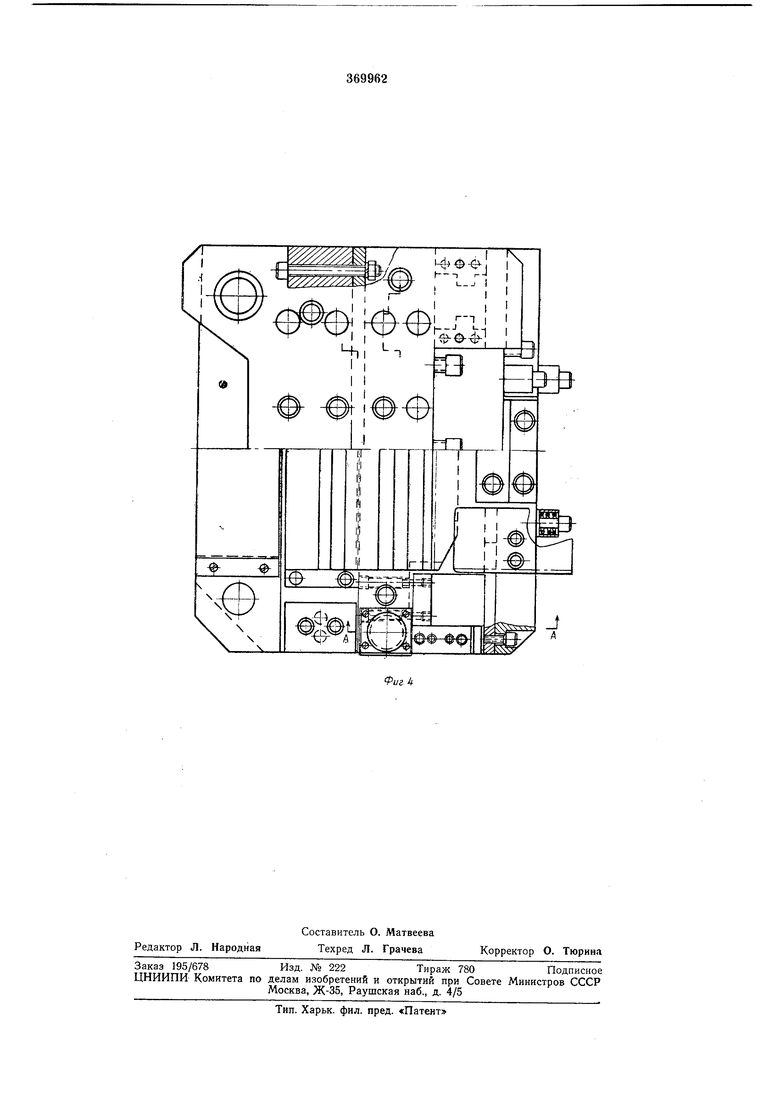
На фиг. 1 изображено устройство, поперечный разрез; на фиг. 2 - тормозной механизм в разрезе; на фиг. 3 - схема устройства в начальный момент; на фиг. 4 - устройство, вид
сверху.
Полосу кладут на лоток /, так что ее конец находится на ребре а (см. фиг. 3) матрицы 2 и производят первый удар сборным пуансоном. Он состоит из пуансона 3 предварительной формовки прижима 4, формующего пуансона 5, калибрующего пуансона 6 и пуансона 7 верщины гофра. Предварительный гофр, отформованный на полосе, устанавливают в гнезде б матрицы 2 и производят второй удар сборным пуансоном. Второй предварительный отформованный гофр устанавливают в гнезде б и производят следующий удар сборным пуансоном, при котором матрицей 2 сжимается
первый предварительный гофр и, попадая под пуансон 5, окончательно формуется в гнезде в, образованном матрицами 8 к. 2. Одновременно в полосе формуется третий предварительный гофр. Причем полоса в момент формования всегда прижата в гнезде б прижимом
Далее после каждого удара сборного пуансона полоса продвигается на шаг и фиксируется отформованным гофром в гнезде г.
Пуансон предварительной формовки 3 и прижнм 4 неподвижно закреплены на каретке 9, которая перемещается по роликовым направляющим 10 совместно с матрицей 2, закрепленной на ползушке //, от клиновых толкателей 12, закрепленных на верхней плите 13.
Формующий пуансон 5 неподвижно закреплен на верхней плите 13. Калибрующий пуансон 6 и эластичный пуансон формовки вершины гофра 7 иеподвижно закреплены на планке 14, которая также как и каретка 9 подпружинена по отношению к верхней плите.
Узел торможения (см. фиг. 2) предназначен для торможения подвижной матрицы на период выхода пуансона 3 и прижима 4 из зоны отформованного гофра. Узел торможения состоит из плаики 14, расположенной на нижпей плите 15, и стержня 16, который, упираясь в планку 14, тормозит матрицу 2. Стержень 16 перемещается во втулке 17 от пружины 18, а втулка 17 фиксируется и скользит в отверстии ползушки 11 под действием пружины 19.
Верхние крайние положения втулки 17 ограничиваются упорной планкой 20, которая упирается в буртпк от снятых лысок на втулке 17. Пружины 18 и 19 упираются в пробку 21, ввернутую во втулку 17. На верхний торец этой пробки 21 при движении сборного пуансона вниз давит упор 22, расположенный на верхней плите 13, и двигает втулку 17 вниз. Пружина 18 давит на стерженъ 16 и тоже заставляет перемещаться вниз до упора в верхнюю плоскость планки 14. Как только матрица 2 переместится в крайнее левое положение, нижний стержень 16 сойдет с верхней плоскости планки 14 и зафиксирует матрицу в исходпом положении.
Предмет изобретения
верхней плите формующий и прижимной пуансоны, установленную на нижней нлите разъемную матрицу, одна из частей которой расположена с возможиостью перемещения в направлении подачи заготовки, и механизм подачи заготовки, отличающееся тем, что, с целью повышепия точности получаемых гофр, оно снабжено пуансоном предварительного гофрирования, смонтированным совместно с прижимным пуансоном по одну сторону от
формующего пуансона на горизонтально подвижной каретке, подпружиненной к верхней плите, а также смонтированными по другую сторону формующего nyancoFia н подпружиненными к верхней плите калибрующим пуaHcoiiorvi и пуансоном формовки вершины гофра из эластичного материала, при этом подвижная часть матрицы имеет участки предварительной формовки, прижима и формоваиия одной стороны гофра и
связана посредством колонок с кареткой с возмол ностью совместного горизонтального перемещения и с предусмотренным на нижней плите узлом торможения, а неподвижная часть матрицы имеет участок формования
другой стороны гофра, калибровки и формования вершины гофра.
