Изобретение относится к области обработки металлов давлением и может быть -использовано лри Изготовлении крупногабаритных поковок с выполнением на них засечек или узких прожимов.
Известны устройства для засечки металла и выполнения прожимов на крупных поковках, содержащие верхнюю и нижнюю плиты с закрепленными на них фасонными байками. Однако такие устройства малопроизводительны, неэкономичны, используются для засечек на однОМ типоразмере поковок.
Предлагаемое устройство отличается тем, что iB нижней плите выполнены полуцилиндрические пазы, В которых установлены на осях подпружиненные поворотные кулисы с закрепленными на них дополнительными фасонными бойками. При этом на нижней плите расположены ползушки, шарнирно связанные посредством рычагов с кулисами для синхронизации их поворота.
Это позволяет экономить .металл, повысить качество и производительность, а засечку или прожим выемок производить одновременно с четырех сторон.
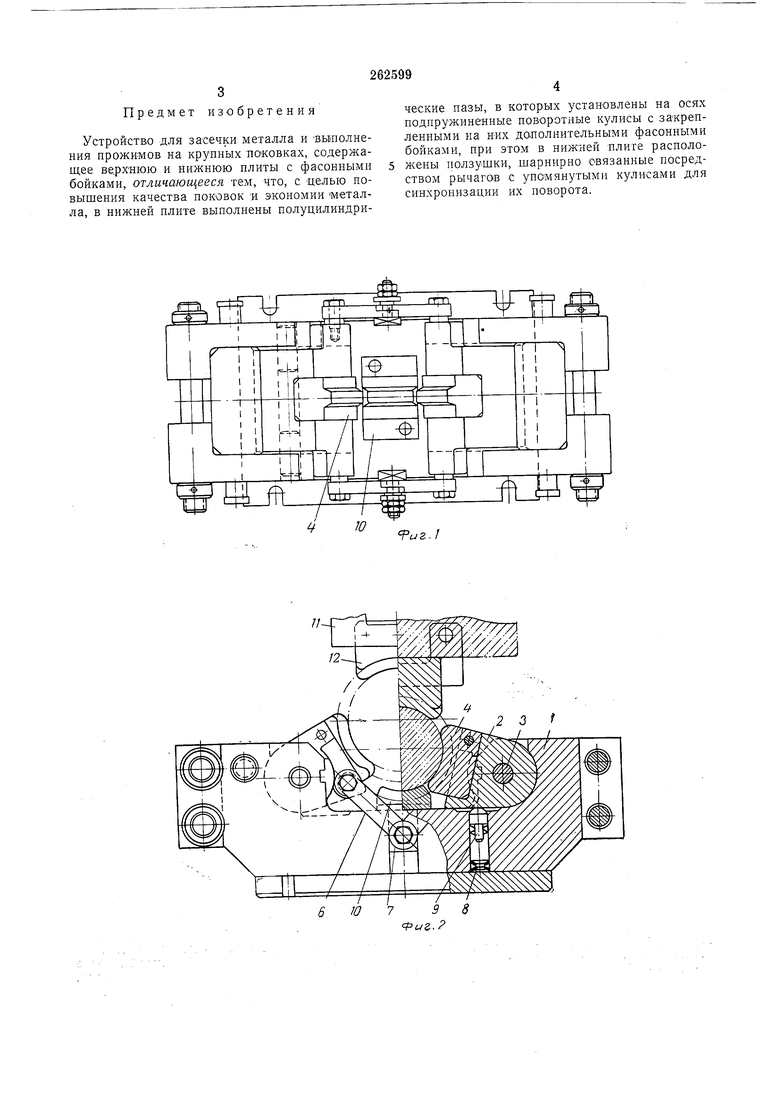
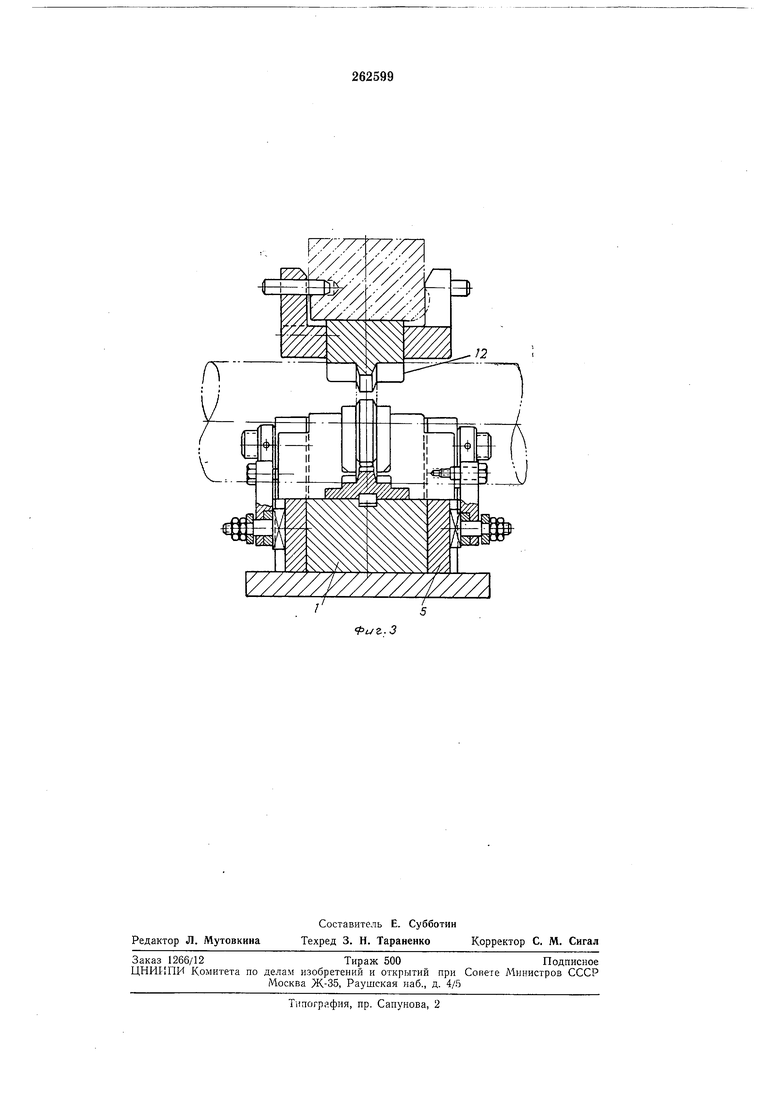
На фиг. 1 изОбражена нижняя часть устройства; на фиг. 2 - разрез со стороны фронта работ; на фиг. 3 - боковой разрез.
вращающиеся на осях 3. В кулисах закреплены быстросменные бойки 4. Кулисы имеют щарнирно-рычажное соединение со стяжными пластинами 5 нижней плиты за счет рычагов 6 н лолзушек 7. Удержание кулис в приподнятом положении осуществляется тарельчатыми пружинами 8 через толкатели 9. Па плите установлен нижний боек 10. К держателю // крепится верхний боек 12. При ходе траверсы
пресса вниз верхний |боек через корпус поковки передает вертикальное усилие пресса на бойки 4. В зависимости от величины засечки (или прожима) кулисы 2, вращаясь на осях 3 (с опорой полуцилиндрической поверхностью
на плиту 1) деформирую г поковку. Усилие горизонтального сжатия поковки зависит от расстояния осей и угла наклона кулис, оно может значительно превыщать номинальное усилие пресса. Оформление прожима или засечки производится за несколько ходов пресса с поворотом поковки и ее фиксацией на предварительно прожатый участок. С вступлением в работу нижнего бойка 10 прожим выемок происходит одновременно с четырех сторон с максимальным обхватом поковки по диаметру. Синхронность вступления в работу кулис обеспечивается щарнирно-рычажной системой, состоящей из рычагов 6 и ползущек 7. Высвобождение поковки из бойков лроиз1водится при помощи
Предмет изобретения
Устройство для засечки металла и -выполнения прожи-мов на крунных поковках, содержащее верхнюю и нижнюю нлиты с фасонными бойками, отличающееся тем, что, с целью повышения качества поковок н экономии металла, в нижней плите выполнены полуцилиндрические пазы, в которых установлены на осях подпружиненные поворотные кулисы с закрепленными на них дополнительными фасонными бойками, при этом в нижней плите расположены ползушки, шарнирно связанные посредством рычагов с упомянутыми кулисами для синхронизации их поворота.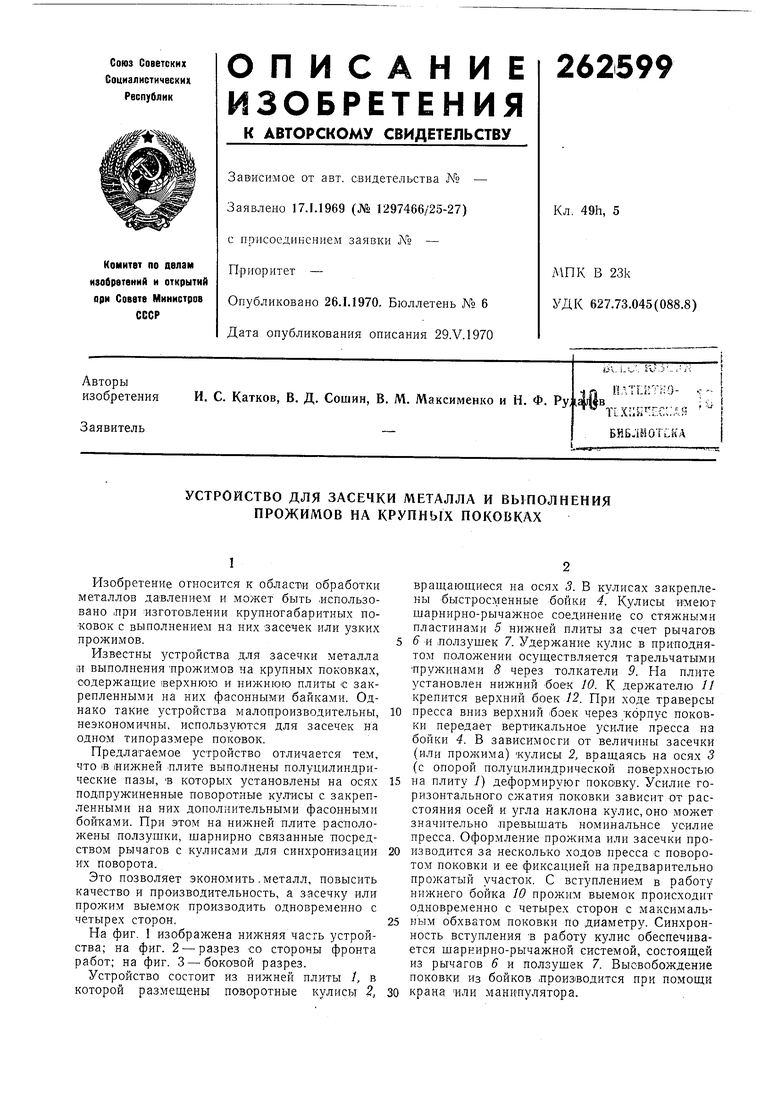
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ковки | 1983 |
|
SU1098650A1 |
| Кузнечный боек | 1976 |
|
SU841757A1 |
| Способ изготовления ступенчатой цилиндрической поковки | 1990 |
|
SU1791070A1 |
| Инструмент для ковки заготовок | 1978 |
|
SU902968A1 |
| УСТРОЙСТВО ДЛЯ ИЗВЛЕЧЕНИЯ ЗАГОТОВОК ИЗ ШТАМПОВ РАДИАЛЬНОЙ ШТАМПОВКИ | 1974 |
|
SU440200A1 |
| Способ ковки эксцентриковых валов | 1991 |
|
SU1773544A1 |
| Способ изготовления валов | 1983 |
|
SU1207604A1 |
| Устройство для вращения верхнего бойка ковочного пресса | 1982 |
|
SU1068202A1 |
| Способ изготовления поковок | 1984 |
|
SU1268264A1 |
| ЧЕТЫРЕХБОЙКОВОЕ КОВОЧНОЕ УСТРОЙСТВО | 2003 |
|
RU2242321C1 |
ЯРбУг./
