1
Известно устройство для приварки контактов к контактодержателям, содержащее размещенные на основании сварочные электроды, механизм подачи и механизм отрезки с подвижным и неподвижным ножами.
Однако известное устройство не обеспечивает точности изготовления и получения плоского без заусенец торца контактной проволоки.
Предложенное устройство устраняет указанный недостаток и отличается тем, что снабжено кареткой, несущей фи1ксаторы для контактодержателей, подпружиненной от основания и установленной с возможностью свободного перемещения при воздействии на нее предусмотренных на подвижном ноже регулируемых упоров.
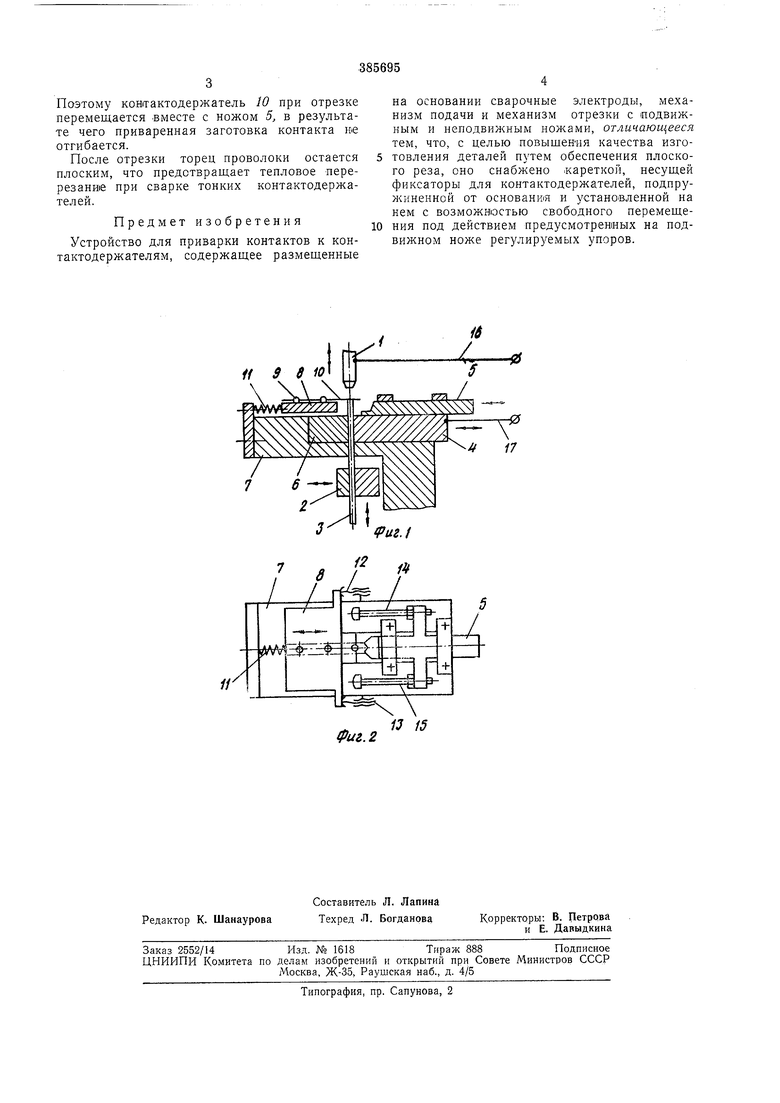
На фиГ. 1 представлено предложенное устройство в разрезе (при:вод и электрооборудование не показаны); на фиг. 2 - вид сверху (верхний электрод условно не показан).
Устройство содержит верхний электрод /, механизм 2 подачи контактной проволоки 3, нижний электрод 4, осуществляющий зажим проволоки 3 при сварке, режущее устройство с подвижным 5 и неподвижными 6 ножама Устройство размещено на основании 7, на котором смонтировава лодвижная каретка 8 с фиксаторами 9 для тонки1Х контактодержателей 10. Каретка 8 поджимается пружиной /У к упорным винтам 12 и J3, установленным на основании 7.
На подвижном ноже 5 закреплены регулируемые упоры 14 и J5.
Сварочный ток к электродам 1 п 4 подается токоподводами 16 и 17.
Работа осуществляется следующим образом.
Контактодержатели устанавливают на фиксаторы 9 на каретке 8. В исходном положении каретка 8 прижата пружиной 11 к упорным винтам 12 и 13, а нож 5 отведен вправо. Нижний электрод 4 отходит вправо, н механизм подачи 2 подает контактную :проволоку 3 вверх на сварку. Нижний электрод 4 зажимает проволоку 3, верхний электрод 1 опускается, прижимая контактодержатель 10 к проволоке 3, и подается сварочный ток. Происходит приварка контактной проволоки 3 с плоским торцом к тонкому контактодержателю 10.
После сварки электрод / поднимается, а подвижный нож 5 перемещается в сторону неподвижного ножа 6, отрезая приваренный к контактодержателю 10 контакт от остальной Проволоки.
При отрезке приваренного контакта регулируемые упоры М и 15, закрепленные на
подвижном ноже 5, упираются в каретку 8.
Поэтому ковтактодержатель 10 при отрезке перемещается вместе с ножом 5, в результате чего приваренная заготовка контакта не отгибается.
После отрезки торец проволоки остается плоским, что предотвращает тепловое перерезание при сварке тонких контактодержателей.
Предмет изобретения
Устройство для привар.ки контактов к контактодержателям, содержащее размещенные
на основании сварочные электроды, механизм подачи и механизм отрезки с подвижным и неподвижным ножами, отличающееся тем, что, с целью повышения качества изготовления деталей путем обеспечения плоского реза, оно снабжено .кареткой, несущей фиксаторы для контактодержателей, подпружиненной от основания и установленной на нем с возможностью свободного перемещения под действием предусмотренных на подвижном ноже регулируемых упоров.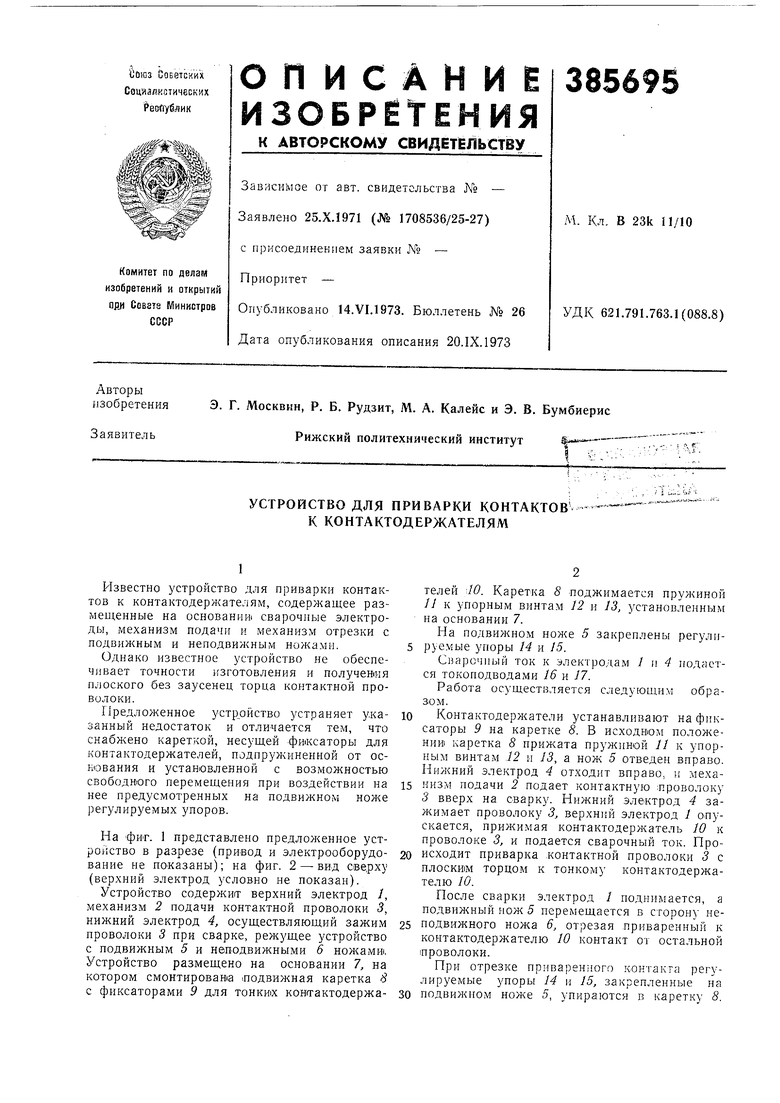
| название | год | авторы | номер документа |
|---|---|---|---|
| РОТОРНО-ЦЕПНАЯ МАШИНА | 1970 |
|
SU259717A1 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ | 1972 |
|
SU421455A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ КОНТАКТОВ | 1970 |
|
SU263776A1 |
| Автомат для приварки контактов к держателям | 1976 |
|
SU642116A1 |
| Устройство для приварки проволочных выводов к корпусу радиодеталей | 1981 |
|
SU990457A1 |
| УСТРОЙСТВО для СВАРКИ | 1973 |
|
SU377219A1 |
| УНИВЕРСАЛЬНЫЙ ПОЛУАВТОМАТ ДЛЯ ТОЧЕЧНОЙ СВАРКИ КОНТАКТОВ | 1966 |
|
SU181758A1 |
| Устройство для приварки проволочного вывода к корпусу радиодетали | 1989 |
|
SU1794617A1 |
| Способ приварки,преимущественно упругой скручивающейся микропроволоки к контактным площадкам и устройство для его осуществления | 1982 |
|
SU1038141A1 |
| Устройство для приварки проволоки к изделию | 1975 |
|
SU604643A1 |
/ $ 8 iO
Puz.t
