Известны устройства для обработки внутренних круговых плоскостей в корпусных деталях, состоящие из вращающейся оправки с закреплепным на ней дежущим инструментом и механизма, обеспечивающего нодачу оправки на деталь.
Описываемое устройство отличается от известных тем, что оправка, связанная со шпинделем металлорежущего станка щтоком, выполнепа подпружипенной и имеет полость, заполненную постоянным объемом масла, выжимаемого штоком при прямом поступательном перемещении шпинделя станка, подающего оправку в обратном направлении на обрабатываемую плоскость детали.
Такое отличие позволяет уменьшить время на установку режущего инструмента и получить возможность обработки внутренних круговых плоскостей в отверстиях малого диаметра.
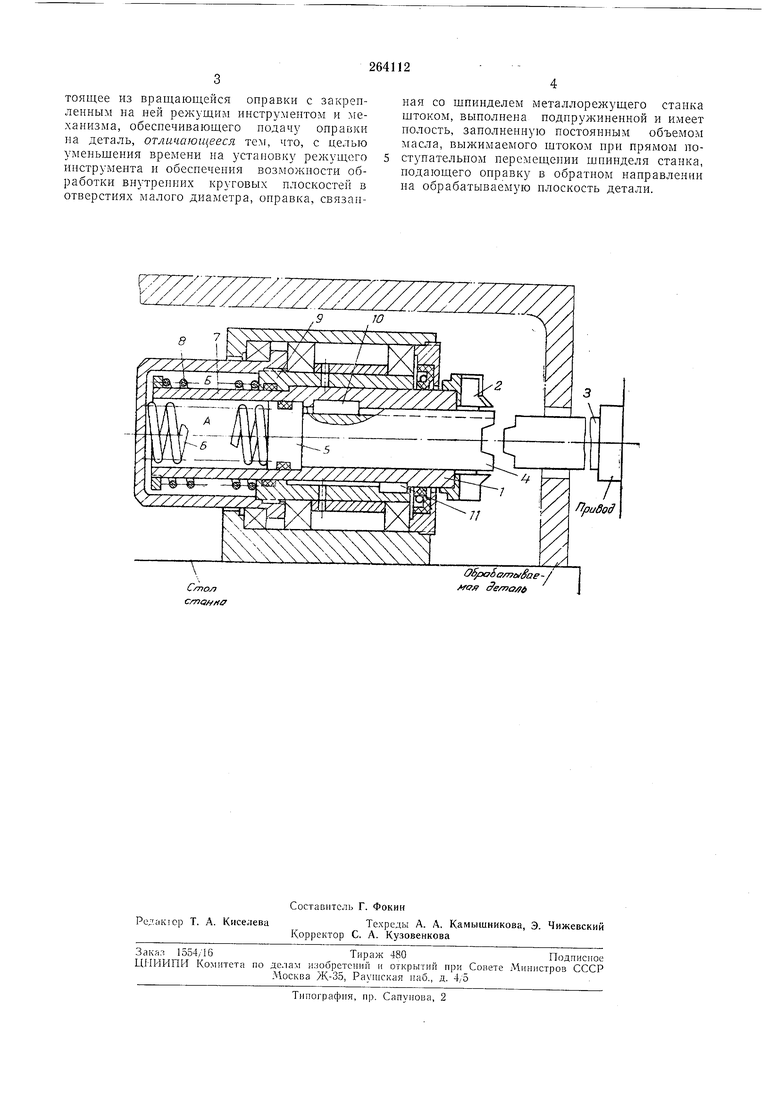
На чертеже ноказано предлагаемое усгройство.
На полой оправке / крепится режущий инструмент 2. Вставляемый в шпиндель станка быстросменный облегченный хвостовик 3 имеет на торце зубья и может сцепляться с торцевыми зубьями штока 4, на котором закреплен поршень 5. Шток поджимается нружиной 6, упирающейся в дно стакана 7. Основная возвратная пружина 8 размещена в конце оправки и упирается в гильзу 5, плотно соединенную со стаканом и вращающуюся в подшипниках. Полости А и Б заливаются постоянным объемом масла. Шпонками 10 и // шток соединяется с оправкой и гильзой.
Устройство работает следующим образом. Устройство вставляется и закрепляется на столе станка так, чтобы оси оправки и шпинделя станка совпадали. Затем на столе стаика уста} авливается обрабатываемая деталь. Связанный со шпинделем хвостовик проходит через отверстие в детали и зацепляется торцевыми зубьями со штоком. После включения станка вращающийся и двигающийся поступательно хвостовик перемещает шток, который деформируя пружину 6, выжимает масло, находящееся в полости А, в полость Б. Неуравновешенное давление обеспечивает рабочую подачу инструмента и деформирует возвратную пружину 8. После окончания обработки внутренней плоскости детали щпиндель отводится в исходное положение. При этом сжатая пружина 6 нажимает на шток и возвращает его в первоначальное положение, а
возвратная пружина 8 отодвигает в исходное положение оправку с режущим иструментолг.
тоящее из вращающейся оправки с закрепленным на ней режущим инструментом и механизма, обеспечивающего подачу оправки на деталь, отличающееся тем, что, с целью уменьщения времени на установку режущего инструмепта и обеспечения возможности обработки внутренних круговых нлоскостей в отверстиях малого диаметра, оправка, связанная со шпинделем металлорежущего станка щтоком, выполнена подпружиненной и имеет полость, заполненную постоянным объемом масла, выжимаемого щтоком при прямом поступателыюм перемещении щпинделя станка, подающего оправку в обратном направлении на обрабатываемую плоскость детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для механизированного зажима концевого инструмента | 1974 |
|
SU500911A1 |
| Устройство для зажима инструмента в шпинделе металлорежущего станка | 1983 |
|
SU1117135A1 |
| УСТРОЙСТВО для МЕХАНИЗИРОВАННОГО КОНЦЕВОГО ИНСТРУМЕНТА | 1973 |
|
SU405666A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ВНУТРЕННИХ ТОРЦОВ, ПРИЛЕГАЮЩИХ К ОТВЕРСТИЮ КОРПУСНЫХ ДЕТАЛЕЙ | 2007 |
|
RU2381090C2 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ИНСТРУМЕНТА В ШПИНДЕЛЕ МЕТАЛЛОРЕЖУЩЕГО СТАНКА | 1972 |
|
SU453246A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ОПТИЧЕСКИХ ДЕТАЛЕЙ | 1973 |
|
SU368012A1 |
| Устройство для обработки отверстий | 1982 |
|
SU1074664A1 |
| ЙГНЭ-ТСХЙЙНЕГЯДР ВИБЛИОТЕКА | 1971 |
|
SU322234A1 |
| Комбинированный инструмент для обработки отверстий | 1978 |
|
SU764958A1 |
| МЕХАНИЗМ ФИКСАЦИИ ИНСТРУЛ\ЕНТАЛЬНОЙ ОПРАВКИ С РАДИАЛЬНЫМ СУППОРТОМ В ШПИНДЕЛЕ СТАНКА | 1972 |
|
SU348301A1 |
с/пол cmcif ttff OS/xf6o/77e /Sae -/ j лгу e/Tjo/i
