Изобретение относится к области металлообработки и может быть иснользовано для обработки фасонных отверстий на сверлильных, револьверных и токарных станках.
Известны приспособления к сверлильным станкам для обработки фасонных отверстий прошивкой, выполненные в внде закренляемого посредством хвостовика в шпинделе станка фланца, связанного с втулкой. В отверстии втулки, выполненном под углом к оси хвостовика, расположена на нодшипниках оправка, несушая прошивку с вылетом, при котором плоскость резания проходит через точку пересечения осей хвостовика и оправки.
Цель изобретения - обеспечить прохождеиие плоскости резания через точку пересечения осей хвостовика и оправки при наличии погрешностей в изготовлении нриспособления и пришивки.
Для этого приспособление снабжено механизмом регулирования, вынолнеиным в виде расположенных на равных расстояниях по периферии втулки независимых виптов, числом не менее трех, взаимодействуюших с выступом, выполненным на фланпе приспособления.
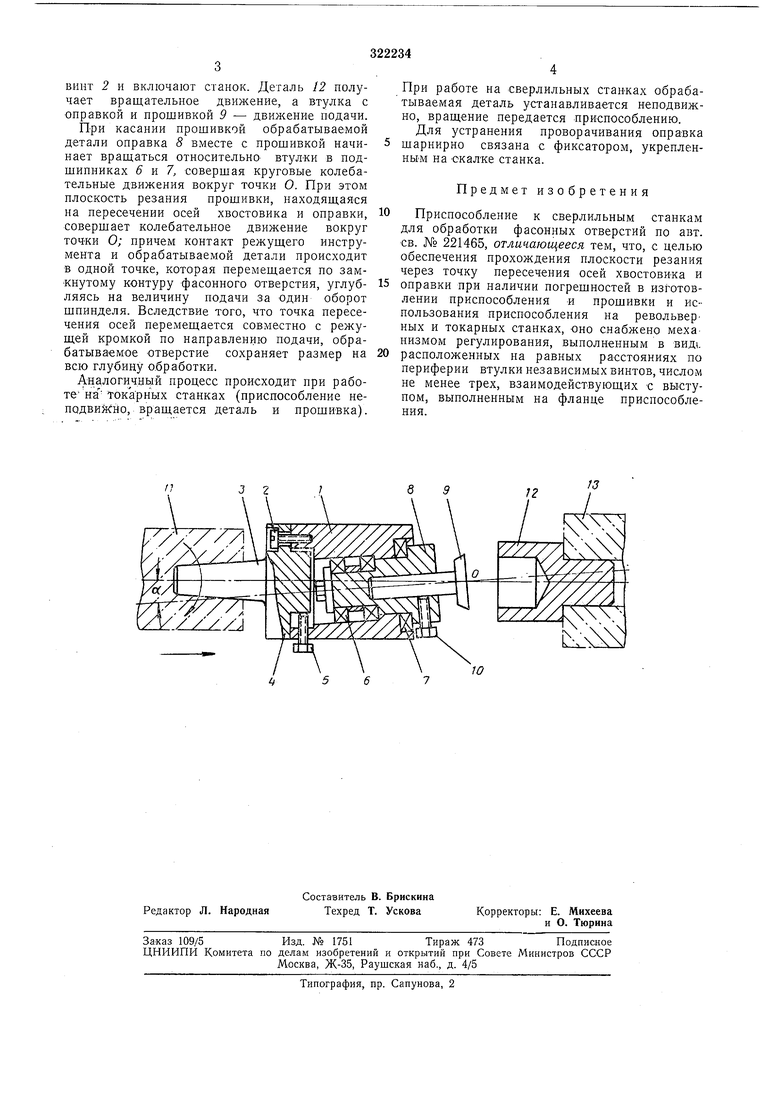
Приспособление состоит из втулки 1, к которой винтом 2 жестко прикреплен фланец 3 с хвостовиком. Фланец имеет выстун 4, с которым взаимодействуют регулировочные винты 5, расположенные на равном расстоянии один от другого но периферии втулки. Внутреннее отверстие втулки вынолнено под углом сб к хвостовику и в этом отверстии на шарикоподшипниках 5 и 7 установлена оправка 8. Прошивка 9 своим хвостовиком входит во внутреннее соосное отверстие оправки до упора и крепится зажимом 10. Длина прошивки должна быть рассчитана таким образом, чтобы плоскость резания иаходилась на пересечении осей в точке О.
Приспособление работает следуюшим образом.
Приспособление устанавливают в поворотную головку 11 револьверного станка, а обрабатываемую деталь 12 - в патрон 13 (при работе на сверлильных станках приспособление хвостовиком устанавливают в шпинделе станка, а обрабатываемую деталь - на столе сверлильного станка). При помощи независимых регулировочных винтов 5, перемеш;ая втулки с оправкой, .совмешают контуры предварительно просверленного в детали отверстия и прошивки, обеспечивая прохождение плоскости резания через„точку.О пересечения
винт 2 и включают станок. Деталь 12 получает вращательное движение, а втулка с оправкой и прошивкой 9 - движение подачи.
При касании прошивкой обрабатываемой детали оправка S вместе с прошивкой начинает вращаться относительно втулки в подшипниках 5 и 7, совершая круговые колебательные движения вокруг точки О. При этом плоскость резания прошивки, находящаяся на пересечении осей хвостовика и оправки, совершает колебательное движение вокруг точки О; причем контакт режущего инструмента и обрабатываемой детали происходит в одной точке, которая перемещается по замкнутому контуру фасонного отверстия, углубляясь на величину подачи за один оборот щпинделя. Вследствие того, что точка пересечения осей перемещается совместно с режущей кромкой по направлению подачи, обрабатываемое отверстие сохраняет размер на всю глубину обработки.
Аналогичный процесс происходит при работенатокарных станках (приспособление неподвиясйо, вращается деталь и прощивка).
При работе на сверлильных станках обрабатываемая деталь устанавливается неподвижно, вращение передается приспособлению.
Для устранения проворачивания оправка шарнирно связана с фиксатором, укрепленньгм на скалке станка.
Предмет изобретения
Приспособление к сверлильным станкам для обработки фасонных отверстий по авт. св. № 221465, отличающееся тем, что, с целью обеспечения прохождения плоскости резания через точку пересечения осей хвостовика и
оправки при наличии погрешностей в изготовлении приспособления и прошивки и использования приспособления на револьверных и токарных станках, оно снабжено механизмом регулирования, выполненным в вид.
расположенных на равных расстояниях по периферии втулки независимых винтов, числом не менее трех, взаимодействующих с выступом, выполненным на фланце приспособления.