Изобретение относится к области оборудования Для изготовления деталей переменного поперечного сечения полых заготовок.
Известен станок для изготовления деталей такого рода, содержаш,ий станину, на которой установлены механизм зажима заготовки с оправкой, а также ролики для отбортовки и закатки края заготовки, установленные на штоках силовых цилиндров. Однако этот станок не позволяет обрабатывать другой край заготовки без переустановки, а также получать отверстия.
В предлагаемом станке эти недостатки устранены за счет того, что он снабжен закрепленным на станине узлом пробивки отверстий, а механизм зажима содержит прижимное кольцо, фиксирующее заготовку на оправке и снабженное приводом перемещения, действующим от силовых цилиндров через двуплечие рычаги. При этом силовой цилиндр со штоком, несущим ролик для отбортовки, шарнирно закреплен в полости оправки с возможностью перемещения по неподвижному копиру, также размещенному в полости оправки.
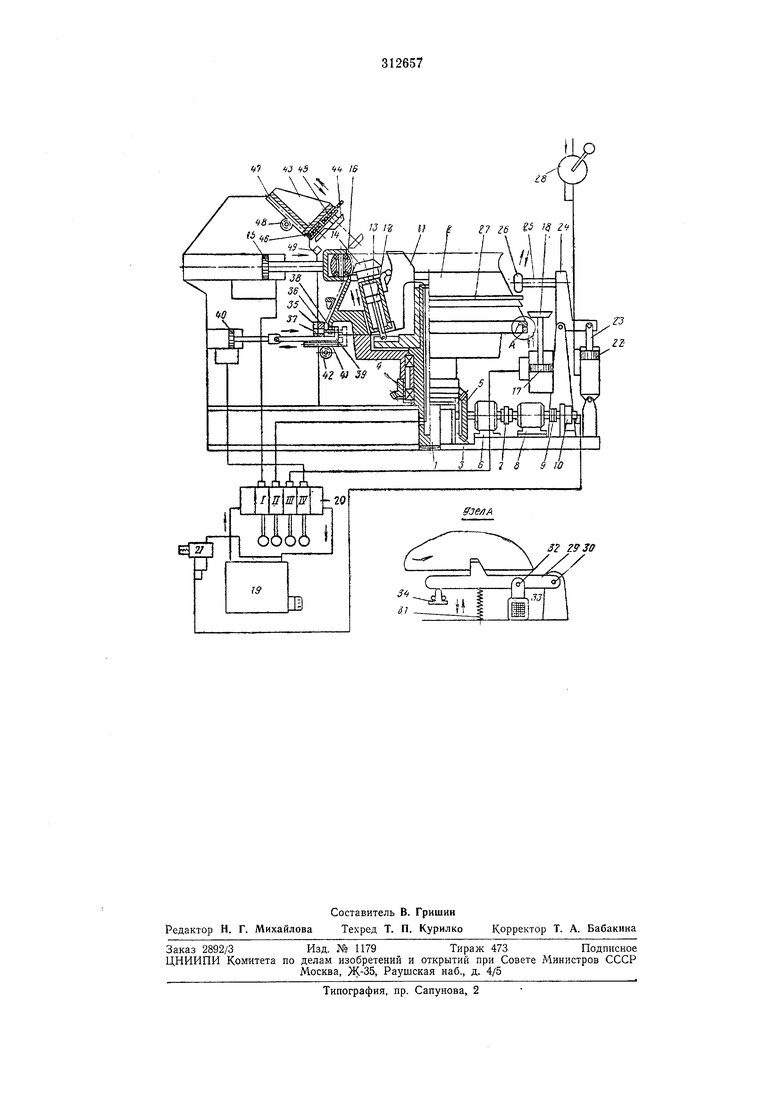
На чертеже схематично показан описываемый станок.
шестерня 4, находящаяся в зацеплении с конической шестерней 5, сидящей на выходном валу редуктора 6. Входной вал редуктора связан муфтой 7 с электродвигателем 8. С другим концом вала электродвигателя через муфту 9 связан гидромотор 10. На оси закреплен копир 11 и шток 12 гидроцилиндра 13, на конце которого находится ролик 14 для отбортовки края заготовки. На штоке гидроцилиндра
15 имеется опорный ролик 16, а на штоке вертикального гидроцилиндра 17-ролик 18 для закатки края заготовки.
Масло в гидроцилиндры подается от насосной станции 19 через гидрозолотник 20, имеющий напорные секции /-IV, управляющие гидроцилиндром в отдельности, одну входную секцию и одну сливную с предохранительным клапаном. Управление гидромотором осуществляется через электрогидравлический золотник 21.
На станине закреплены три равномерно распололченных пневматических цилиндра 22, штоки 23 которых связаны с рычагами 24, имеющими на осях 25 ролики 26. Последние
воздействуют на прижимное кольцо 27. Сжа тый воздух в лневмоцплидры подается через пневмокран 28.
электромагнитом 33. Конец рычага воздействует на концевой выключатель 34.
Штамп 35 состоит из матрицы 36, закрепленной в корпусе 37, и пуансона 38, закрепленного в ползушке 39, связанной с гидроцилиндром 40. Рейка 41, расположенная на корпусе, находится в зацеплении с шестерней 42,. На станине закреплены роликовые 43, имеющие два дисковых ножа 44, находящихся на осях ползушек 45, через которые проходит винт 46, имеющий правую и левую резьбу. На корпусе поясниц закреплена рейка 47, зацепляющаяся с шестерней 48. Для правильной установки роликовых ножниц во время обрезки припуска на станине имеется упор 49.
При работе заготовка устанавливается на оправку 2 и после подачи сжатого воздуха через пневмокран 28 зажимается пневмоцилиндрами 22, штоки 23 которых через рычаги 24, имеющие на осях 25 ролики 26, воздействуют на кольцо 27.
Носле включения насосной станции 19 масло под давлением через / напорную секцию гидрозолотника 20 подается в полость гидроцилиндра 15, и ролик 16 подводится до соприкосновения с заготовкой. Далее включается электродвигатель 8, который через редуктор 6 и шестерни 5 и 4 приводит оправку во вращение.
Через // и Я/ напорные секции гидрозолотннка масло под давлением подается в гидроцилиндры 13 и 17. Ролик 14 по копиру // производит отбортовку края заготовки, а ролик 18-закатку противоположного края.
Далее производится обрезка припуска заготовки. Для этого опорный ролик отводится назад. Затем, вращая шестерню 48, зацепляющуюся с рейкой 47, закрепленной на корпусе ножниц 43, подают роликовые ножницы вперед до упора 49. Винтом 46 сводят дисковые ножи 44 и, включив станок, производят обрезку припуска. Последней операцией является пробивка отверстия. Для этого вращением шестерни 42 подводят матрицу 36, закрепленную в корпусе 37, к наружной образующей заготовки. Во время отбортовки и закатки заготовки зуб рычага 29 удерживается в нижнем положении электромагнитом 33.
Перед -пробивкой отверстий электромагнит выключается, и зуб рычага прижимается пружиной 31 к ребру оправки. Далее через золотник 21 масло под давлением подается в
гидромотор 10, и оправка начинает медленно поворачиваться до тех пор, пока зуб рычага не войдет в одну из впадин оправки. Рычаг поднимается вверх, освобождая контакт выключателя 34, который переключает золотник 21 на слив, гидромотор останавливается, и оправка оказывается зафиксированной. Через IV напорную секцию гидрозолотника
20 масло от насосной станции подается в гидроцилиндр 40, и пуансон 38, закрепленный в ползушке 39, связанной с гидроцилиндром, производит пробивку отверстия, а затем отводится назад.
Таким образом пробивается первое отвер стие.
Для пробивки следующих отверстий снова включается электромагнит, зуб рычага выходит из впадины, а чаша начинает медленно
поворачиваться от гидромотора. С помощью реле времени электромагнит через некоторое время отключается, и зуб рычага под действием пружины прижимается к ребру оправки. При дальнейшем повороте он попадает в следующую впадину оправки, оправка останавливается, и производится пробивка следующего отверстия. Далее процесс повторяется до тех пор, пока не будут пробиты все отверстия.
Предмет изобретения
Станок для изготовления деталей с переменным поперечным сечением из полых заготовок, содержащий станину, на которой установлены механизм зажима заготовки с оправкой, а также ролики для отбортовки и закатки края заготовки, установленные на штоках силовых цилиндров, отличающийся тем, что, с
целью обеспечения возможности обработки другого края заготовки без переустановки, а также получения отверстий, он снабжен закрепленным на станине узлом пробивки отверстий, а механизм зажима содержит прижимное кольцо, фиксирующее заготовку на оправке и снабженное приводом перемещения, действующим от силовых цилиндров через двуплечие рычаги, при этом силовой цилиндр со штоком, несущим ролик для отбортовки, шарнирно закреплен в полости оправки с возможностью перемещения по неподвижному копиру, также размещенному в полости оправки.
«i «J 4-5 IS
| название | год | авторы | номер документа |
|---|---|---|---|
| Деревообрабатывающий токарно-шлифовальный станок | 1990 |
|
SU1787768A1 |
| ГИДРОПУЛЬСАЦИОННЫЙ ПРЕСС | 1991 |
|
RU2010658C1 |
| ТОКАРНО-РЕВОЛЬБЕРНЫЙ КОПИРОВАЛЬНЫЙ СТАНОК | 1968 |
|
SU217864A1 |
| Способ формирования горловины полого цилиндрического изделия и устройство для его осуществления | 1990 |
|
SU1810175A1 |
| Многопозиционный станок для обработки тонкостенных корпусов емкостей | 1976 |
|
SU749494A1 |
| Устройство для отбортовки и обрезки тонкостенных круглых заготовок | 1989 |
|
SU1726093A1 |
| Станок для ротационной обработки давлением полых изделий | 1989 |
|
SU1639833A1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ ЗАКЛЕПОК В КОРПУСА ЦИЛИНДРИЧЕСКИХ ЕМКОСТЕЙ | 1989 |
|
SU1697338A1 |
| Устройство для сборки кожухов вентиляторов | 1975 |
|
SU564055A1 |
| Способ суперфинишной обработки поверх-НОСТЕй дЕТАлЕй ВРАщЕНия | 1978 |
|
SU802004A1 |