1
Изобретение относится к устройствам для обработки металлов давлением и может быть использовано как технологическое оборудование для раскроя рулонного материала при изготовлении секций, доборных элементов и нашельников подъемно-секционных телескопических ворот.
Известна линия для раскроя движущегося листового проката, содержащая разматьтатель. в виде шпинделя для установки рулона, устройство для подачи проката с привЬдным роликом, механизм раскроя проката на полосы, наматывающее устройство с горизонтально расположен- . ным приводным шпинделем для установки сменных кассет и средством их фиксации, устройство для натяжения полос и гильотинные ножницы tl3
Недостатком этой линии является то, что она не обеспечивает возможность одновременного получения намотанных и ненамотанных полос с последующей поперечной резкой указанных полос на
одном и том же технологическом оборудовании, что снижает производительность работы линии.
Цель изобретения - повьшение производительности работы.
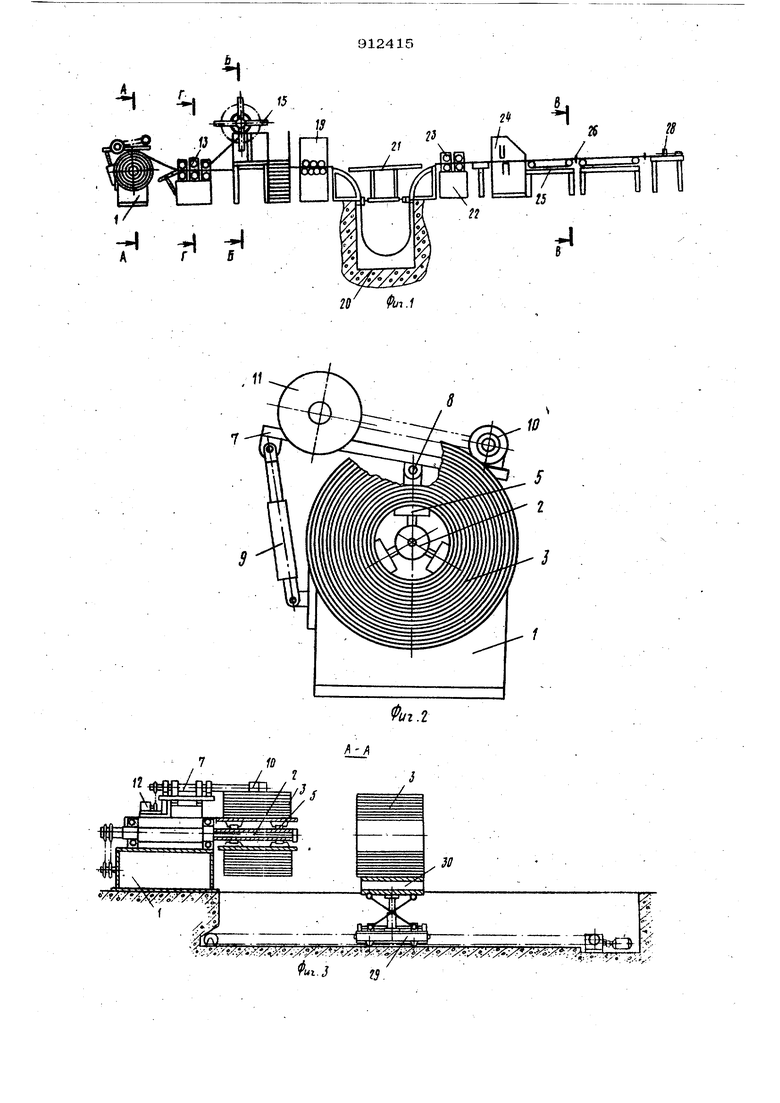
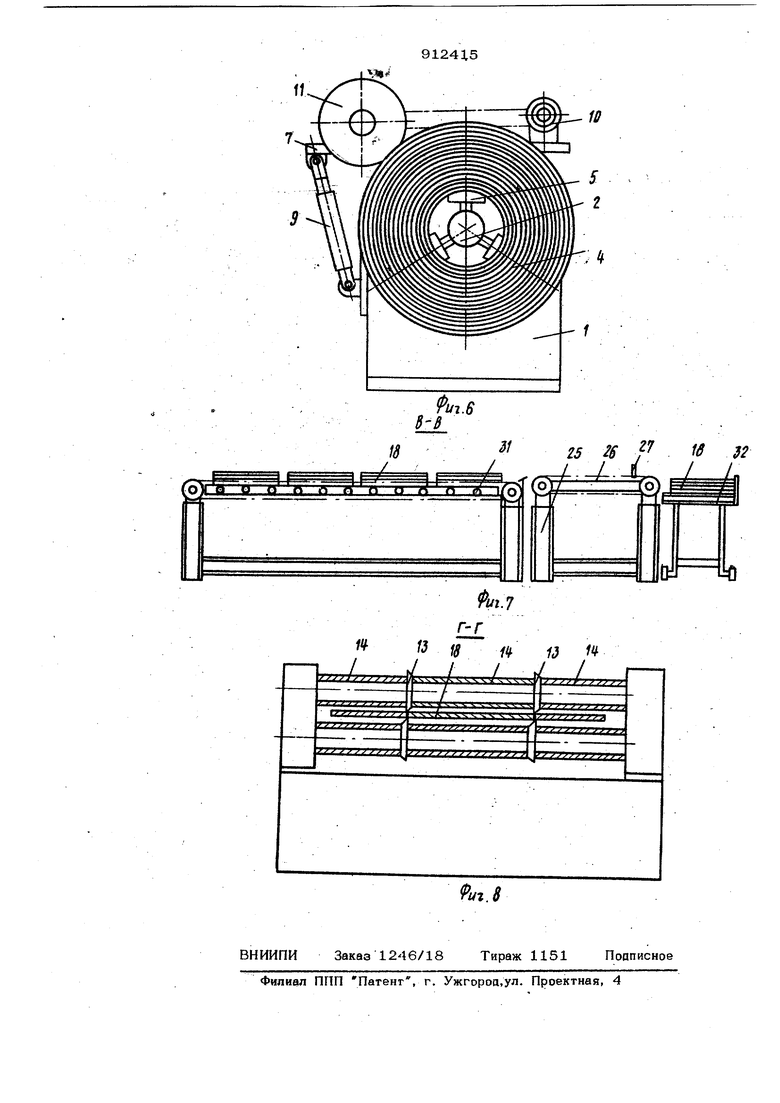
Поставленная цель достигается тем, что в линии.для раскроя двия щегося листового проката, содержащей разма- тьгоатель в виде шпинделя для установки рулона, устройство для подачи про10ката с приводным роликом, механизм раскроя проката на полосы, наматывакн-. щее устройство с горизонтально расположенным приводным шпинделем для установки сменных кассет и средством их фик15сации, устройство для натяжения полос и гильотинные ножницы, шпиндель разматьгоателя выполнен с диаметром, равным диаме1ру шпинделя наматывателя, кассеты наматывающего устройства вы20полнены с возможностью установки на разматывателе, разматывателъ снабжен средством фиксации кассет, а устройство для подачи проката установлено иа разматывателе и снабжено поворотной рамой с дополнительными приводными роликами по числу кассет, при этом ось йоворота рамы расположена параллельно оси шпинделя разматыватепя, дополнительные приводные ролики установлены с возможностью взаимодействия с соответствующими им кассетами, а гильотинные ножницы размещен после наматывателя. На фиг. .1 изображена линия, общий вид; на фиг. 2 - вид с торца на разма тьюатель при установке рулона; на фиг. 3 - разрез А-А на фиг, 1 по оси разматывателя при установке рулона; на фиг. 4 - разрез А-А на фиг. 1 по беи разматьгоателя при установке кассе на фиг. 5 - разрез Б-Б на фиг. 1 по оси наматывателя в момент раскроя рулона на полосы; на фиг. 6 - вид с торца на разматыватель при установке кассет; на фиг. 7 - разрез В-В на фиг. 1 по приемному столу со сбрасывателем отрезанных полос ; на фиг. 8 - разрез Г-Г на фиг. 1 по ножнипам для продольной резки рулона на полосы. Линия содержит разматьтатель 1, имеющий шпиндель 2, на который устанавливаются рулон 3 или сменные касс ты 4. Шпиндель 2 снабжен клиновыми зажимами 5 для фиксации рулона 3 или кассет 4, а также втулками 6 для их установки между кассетами 4. При это внутренний диаметр кассет 4 выполнен равным внутреннему диаметру рулона 3 На разматьтателе 1 закреплено устрой ство для подачи проката, состоящее из .поворотной рамы 7, у которой ось поворота 8 расположена параллельно оси хшшнделя 2. Поворот рамы 7 осуществляется от привода 9. На раме 7, установлен приводной ролик 10 для подачи полосы из рулона 3 и дополнительные приводные ролики 11 для подачи полосы из кассет 4, установленные с шагом установки кассет на разматывателе. Вращение приводных роликов 10 и 11 осуществляется от привода 12, установленного на раме 7. После разма- тывателя 1 в линии установлен механиз раскроя проката из полосы, состоящей из дисковых ножей 13 и съемных втулок 14 для регулировки щиринь отрезаемого листа. После механизма раскроя проката установлен наматьшатель 15 с горизо тально расположенными приводным шпи делем 16 со средством ф1шсации касс 4, выполненным в виде клиновых зажимов 17, при этом клиновые зажимы 17 на наматывателе 15 выполнены аналогично клиновым зажимам 5 на разматывателе 1. Таким образом, те и другие зажимы обеспечивают фиксацию изделий, имеющих один и тот же внутренний диаметр. Шпиндели 16. наматывателя 15 установлены соосно и между ними имеется полость для прохода ненамотанной полосы 18. После наматьшателя 15 в линии имеется правильная машина 19, петлевая яма 20 с подвижным столом 21 для заправки полосы 18 в устройство для подачи полосы 22, имеющее два приводных ролика 23 для подачи полосы к гильотинным ножнишм 24. После ножниц 24 в линии установлен приемный стол 25 со сбрасывателем листов, выполненным в виде цепи 26 с упором 27. Цепь 26 имеет возможность реверсивного перемещения. Стол 25 снабжен также упором 28 для ограничения длины отрезаемых загото- вок. Линия снабжена также тележкой 29 с подъемной платформой 30 для установки рулона 3 на разматыватель 1, и накопителем 31 и тележкой 32 для складирования отрезанных полос. Устройство работает следующим образом. Рулон 3 устанавливается на тележку 29, подъемная платформа 30 которой, поднимаясь, устанавливает рулон 3 по одной оси со шпинделем 2. При перемещении тележки 29, рулон 3 надевается на шпиндель 2 и закрепляется на нем посредством клиновых зажимов 5. После чего поворотная рама 7 устройства для подачи проката посредством привода 9 поворачивается таким образом, что с рулоном контактирует приводной ролик 10. При вращении шпинделя 2 разматывателя 1 и приводного ролика 10 пол.оса 18 захватывается дисковыми ножами 13. Размер разрезаемых полос по ширине обеспечивается сменными втулками 14. После разрезки полосы 18 на части, одна из частей, например средняя, подается на поперечную резку через правильную машину 19 по подвижному столу 21 петлевой ямы 20 и захватьшается приводными роликами 23 устройства для подачи полосы 22. После этого полоса 18 подается роликами 23 до упора 28 на приемном стопе 25, имеющего конечный выключатель (не показан), связанный с приколом у т59
ройства для подачи полосы 22 и. гильотиных ножниц 24. При срабатывании конечного выключателя упора 28 привод устройства для подачи полосы 22 выключается, а ножницы 24 осуществляют поперечную резку полосы по длине. Посл этого отрезанная по ширине и длине заготовка сбрасывается с приемного стола 25 посредством цепи 26 и упора 27 на накопитель 31. После чего полоса 18 может поступать на дальнейшую обработку, например, на гибку П-образных секций подъемно-секционных телескопических ворот. Другие части продольно разрезанной полосы 18, например, две крайние, закрепляются на кассетах 4 наматывателя 15 и наматъгоаются на них в процессе продольной резки рулона 3 при вращении шпинделей 16 наматывателя.
., Технологический процесс дальнейшего изгбтовления секций ворот занимает большее время в сравнении с получением на линии заготовок посредством продоль ной и поперечной резки, поэтому заго- . тонки укладываются на накопитель 3 1 приемного стола 25 в несколько стенок. После того как рУпон 3 весь сматыва- ется с разматьгоателя 1, кассеты 4 снимаются с наматывателя 15 и могут складываться или подаются на поперечную резку. Кассеты 4 устанавливаются на шпиндель 2 разматывателя 1 и закрепляются на нем посредством клиновых зажимов 5. Между кассетами 4 устанавливаются втулки 6 для того, чтобы обеспечить зазор между кассетами 4, необходимый для обеспечения возможности закрепления кассет, имеющих разный наружный диаметр, который может иметь место у кассет вследствие различной длины полос в рулонах.
После того, как кассеты 4 закреплены на шпинделе 2, поворотная рама 7 устройства для подачи проката поворачивается относительно оси 8 таким образом, что с кассетами 4 контактируют дополнительные приводные ролики 11, обеспечивающие подачу полос из кассет к правильной машине 19 и далее на
поперечную резку.к ножницам 24. Последовательность поперечной резки полос из кассет аналогична поперечной резке полос из рулона, при этом отрезанные заготовки сбрасываются на тележку 32.
Полученные таким образом заготовки поступают на дальнейшую обработку, например, на гибку нательников и. доборных элементов для подъемно-секционных телескопических ворот.
Применение предлагаемой линии для раскроя движущегося листового проката данной конструкции позволяет повысить коэффициент использования оборудования расширить технологические возможности линии, что дает возможность использовать одну линию вместо двух для резки заготовок с одновременной продольной и поперечной резкой полос различной ширины и длинъ, что повьпиает производительность ее работы.
Ф о р м у ла изобретения
Линия для раскроя движущегося листового проката, содержащая разматыватеяь в виде шпинделя для установки рулона, устройство для подачи проката с приводным роликом, механизм раскроя проката на полосы, наматьтающее устройство с горизонтальнр расположенным приводным шпинделем для установки сменных кассет и, средством иЗс фиксации, устройство для натяжения полос и гильотинные ножницы, отличающаяся тем, что, с целью повышения производительности работы, шпиндель разматывателя выполнен с диамет ром, равным диаметру шпинделя. наматывателя, кассеты наматывающего устройства выполнены с возможностью установки на разматывателе, разматъ ватель снабжен средством фиксации кассет, а устройство для подачи проката установлено на разматьюателе .и снабжено поворотной рамой с дополнительными приводными роликами по числу касет, при этом ось поворота рамы расположена параллельно оси шпинделя разматьгоателя, дополнительные приводные ролики установлены с возможностью взамодействия с соответствующими им кассетами, а гильотинные ножницы размещены после наматывателя.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СХ;СР NO 624736, кл. В 23D 19/О8, 1975 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для раскроя листового проката | 1980 |
|
SU1085708A2 |
| Автоматическая линия для раскроя рулонного материала на длинномерные заготовки с непараллельными боковыми кромками | 1976 |
|
SU904924A1 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| Агрегат для резки стальных полос | 1981 |
|
SU1030107A1 |
| ЛИНИЯ ДЛЯ РАСКРОЯ ДВИЖУЩЕГОСЯ ЛИСТОВОГО ПРОКАТА | 1990 |
|
RU2047427C1 |
| Линия для продольного раскроя движущегося проката | 1975 |
|
SU624736A1 |
| Автоматическая линия для раскроя рулонного материала на длинномерные заготовки с непараллельными боковыми кромками | 1977 |
|
SU737142A1 |
| Автоматическая линия для раскроя рулонного материала на длинномерные заготовки с непараллельными боковыми кромками | 1975 |
|
SU566430A1 |
| ЛИНИЯ АВТОМАТИЧЕСКАЯ ПРОДОЛЬНО-ПОПЕРЕЧНОЙ РЕЗКИ РУЛОННОЙ СТАЛЬНОЙ ПЛОСКОЙ ЛЕНТЫ НА МЕРНЫЕ ПОЛОСЫ | 2022 |
|
RU2810218C2 |
| Устройство для подачи листового материала | 1977 |
|
SU733890A1 |
ff - 7fO /vt/Vt Ty, эд- -;:i;i ; щ -Л . , ,/ rjjf wi. E444SS4 B z;.zm. -4 ..- -.-.v
