Известны системы рационального .пореза прокатанных па заготовочном стане полос металла Ножницами, установлеппымн за станом и а1втоматиче0ки управляемыми вычислительными машинамИ, к входу которых подключен из меритель длины раскраиваемой полосы.
Эти системы обладают .существенным недостатком, так как вес заготовок одинаковой длины может Иметь значительный разброс ino причине отклонений площади поперечного сечения от номи.нального значения вследствие колебаний температуры прокатываемого металла, приводящих к различной величине дефо.рмации элементов .стана, износа калибров валков, ощи-бок оператора л т. д.
В.предлагаемой системе рационального пореза устраняются указанные недостатки путем дозирования заготовок по весу вычислительной машиной, получающей дополаштельную информацию об отклонениях площади поперечного Сечепия (нли погонного веса) н фактншской температуры от номинальных значений на элементарных участках раскраиваемой полосы но в.сей длине.
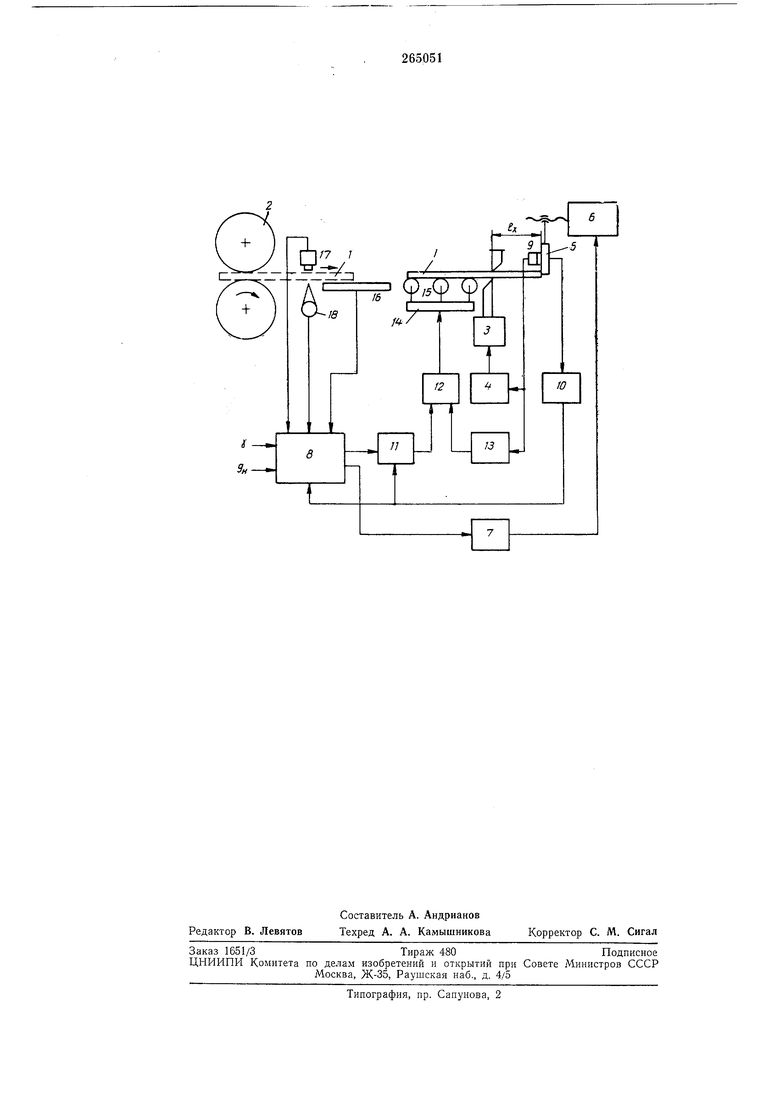
На чертеже изображена блок-схе.ма системы рационального пореза.
установки за.данной длины заготовки ножницы оборудованы упором 5 с приводом 6. Вход блока управления 7 упором подключен к электронной вычислительной машине 8. Кроме того, ножницы оборудованы датчиком 9 положения полосы относительно упора, подключеннычм к блоку 4 управления .пожницам и, и датчиком 10 положения упора относитель 1о плоскости реза, выход которого присоединен ко входу блока сравнения 11. Ко второму входу блока // подключен счетный выход вычислительной машины.
Выход блока 11 присоединен ко входу схемы совпадения 12, ко второму входу которой через инвертор 13 подключен выход датчика 9. Схема 12 для включения и выключения прнвода 14 рольганга 15, подающего под ножницы полосу разрезаемого проката.
Ко входам вычислительной маишны присоединены устройства 16, 17 и 18 для ко)ггроля, соответственно длины площади сечения (или погоННОго веса) н температуры элементарных участков раскраиваемой полосы, установленные между клетью прокатного стана и ножницами.
Система работает следуюнип образо.м. сы, номинальной площади ноперечного -сечения лолосы и удельном весе металла (или о номинальном погонном весе полосы). Длина полосы проката, а фактические значения температуры и ллощади ее inoперечного сечения но длине (или погонный вес) измеряются по выходе из заготовочного стана лосредсгвом устройств 16, 17 и 18, и данные о них вводятся в машину 8. Если но.минальному весу мерной заготовки gtr лри номинальной площади сечения 5„ соответствует поминальная длина /„ , то при отклонении площади сечения от номинального значения мащина 8 рассчитывает полравку на длину заготовки Д/1 -- . As, где SCP-Среднее отклонение ллощади сечения ло длине заготовки, 1вычисляемое но формуле ДSCP - - 1 As dL 4t J в зависимости от температуры /1° отрезаемого участка лолосы полравка на длину заготовки уточняется с учетом коэффИЦибнта усадки Лу и принимает значение , Ку, t°). С учетом корректиро1вки длина заготовки станет равной Ijc л ± А/. Абсолютная величина ловравки А/ вводится в блок (Сравнения 11. 3(нак полравки, определяемый отклонением ллощади сечения и температуры от номинальиых значений, вводится из машйны § IB блок 7 управления упороль Сиппал знака ионраюки рассчитывается мащиной «S на основании данных о величине 1 и о положении улора. Блок 7 включает лривод 6 для устаиовки заданного расстояния упора ДО плоскости реза. Это расстояние контролируется датчиком 10. При совладении значений сигналов Ai и -/„в блоке сравнения /,/ через открытую ячейку схемы 12 из него посылается Сигнал включения лривода 14 рольганга, перемещающего полосу до усталовления контакта с упором, что фиксируется датчиком 9. При срабатывании датчика 9 через инвертор запирается ячейка схемы 12 и иривод рольганга отключается. Одновременно включается блок управления ножиицами, и заготовка отрезается. После этого .машина 8 выдает очередное значение лопра вки А/ в блоки 7 и //, и цикл работы системы ловторяепся. Отвод отрезанных заготовок от ножлиц осуществляется или перемещением их в лоперечном направлении, или с ломощью рольганга (при убирающемся упоре). Предмет изобретения Система рационального пореза прокатанных на заготовочном стане полос металла ножлица.ми, установленными за станом и автоматически управляемыми вычислительной Машиной, к входу которой лодключен измеритель длииы раскраиваемой полосы, отличающаяся тем, что, с щелью уменьшения потерь металла на лередельном стане лутем дозирования заготовок ло весу, ко входам вычислительной Машины лодключены установленнные в технологическом лотоке неред ножницами устройства для контроля Отклонений от номинальных значений площадп поперечного сечения (ИЛИ погонного веса) ло длине лолосы и ее температуры.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления раскроем раскатов металла на режущем механизме непрерывно-заготовочного стана | 1979 |
|
SU836869A1 |
| Блюминг-автомат для прокатки блюмов и слябов | 1961 |
|
SU149376A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАРТИЙ ГОРЯЧЕКАТАНОГО ЛИСТА | 2010 |
|
RU2405639C1 |
| УСТРОЙСТВО ДЛЯ БЕЗОТХОДНОЙ РЕЗКИ МЕТАЛЛА | 1960 |
|
SU133320A1 |
| Устройство управления летучими ножницами | 1987 |
|
SU1551478A2 |
| Автоматизированная система безотходного раскроя проката | 1983 |
|
SU1209383A1 |
| Управляющая электронная цифровая вычислительная машина | 1957 |
|
SU117590A1 |
| Устройство управления безупорным остановом полосы металла | 1974 |
|
SU533411A1 |
| Технологическая линия производства заготовок | 1989 |
|
SU1699667A1 |
| Способ получения сортовых профилей | 1974 |
|
SU485618A1 |