I
Изобретение относится к литейному производству, в частности к изготовлению литейных форм прессованием.
Многие известные способы получения литейных форм преследуют цель устранить переуплотнение смеси в надмодельном пространстве и недоуплотнение в углублениях модели и между модельноопочной оснасткой. Для осуществления этой цели рекомендуют два спосрба: выжимание излишка смеси из надмодельного пространства в полость контрмодели 1 или уменьшение количества рыхлой смеси (до начала уплотнения) в надмодельном пространстве 2.
Недостатки способа изготовления литейных форм прессованием с вьшиманием излишка смеси в полость контмоделй - необходимость фрезеровки контрлада перед установкой полуформ на тележку конвейера и связанный с
этой операцией непроизводительный расход формовочной смеси. ,
Наиболее близок к предлагаемому способ выравнивания степени уплотнения смеси в надмодельном и околомодельном пространствах при прессовании плоской колодкой, но с профильной засыпкой смеси в модельноопочную оснастку перед уплотнением.
Этот способ не нашел применения,
10 так как практически невозможно Осуществить профилирование смеси со стороны контрлада путём ее свободной засыпки в модёльно-опочную оснастку.
Цель изобретения - получение равISномерного уплотнения смеси по объему формы.
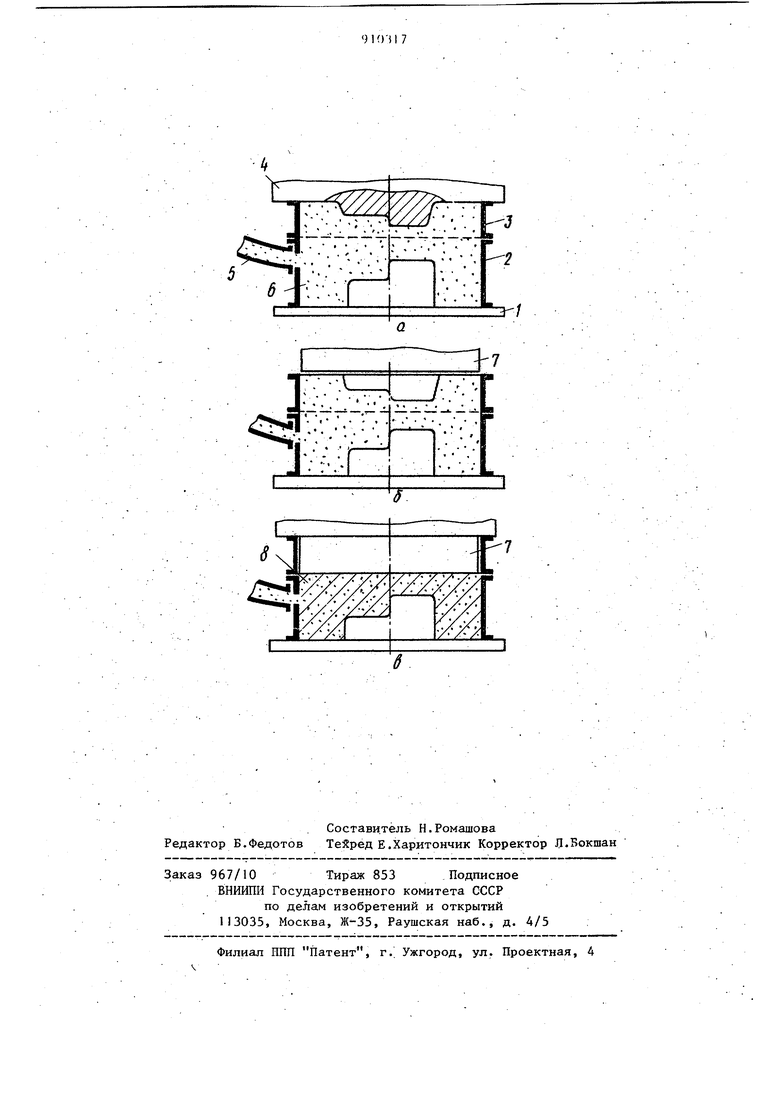
Поставленная цель достигаетсятем, что профилирование осуществляют на20ложением контрмодели на модёльноопочную оснастку перед заполнением смеси, а образованную полость заполняют смесью путем вдува. 39 На чертеже представлена последовательность выполнения операций. В начале процесса изготовления литейной формы собирают модельноопочную оснастку, для чего на мо дельную плиту 1 накладывают опоку 2 с наполнительной рамкой 3. Затем на полученную емкость накладывают пере заполнением смеси контрмодель 4. В образовавшуюся технологическую емкость через щелевой патрубок 5 вдувают формовочную смесь 6 (поз. Затем удаляют контрмодель, подводят плоскую прессовую плиту 7 (поз.б) и уплотняют смесь прессованием, После выхода прессовой колодки на контрлад формы 8 прессование заканчивают (nO3,BJ. Как показали испытания, смесъ, предварительно уплотненная,вдувом при давлении,сжатого воздуха в ресивере 0,5-0,6 МПа, имеет поверхностную твердость по твердому для сырых форм порядка 30-40 ед. Этой твердост вполне достаточно, чтобы после удаления контрмодели образовавшаяся полость не разрушилась до начала прессования плоской колодкой. Опока и наполнительная рамка при необходимости получения безопочных форм могут быть заменены формовочной камерой. Использование предлагаемого способа изготовления литейных форм позволяет исключить из состава автомати ческой формовочной линии устройства для фрезеровки контрладов путем полуформ, кантователь для фрезеровки контрлада верхней полуформы. Приме 4 . нение вдува вместо свободной засыпки позволяет получить более чет кий отпечато:: без недоуплотнений и рыхлот, особенно если модель имеет сложную конфигурацию,а устранение болванов,, неизбежных при использовании контрмоделей с полостями для выжимания излишка смеси, позволяет сократить расход смеси на формообразование. Способ может найти применение при проектировании формовочных машин для массового производства отливок, модели которых обладают большой ступенчатостью. Формула изобретения Способ изготовления литейных форм, включакщий профильное заполнение смеси в модельно-опочную оснастку с последующим уплотнением ее прессовой колодкой, ртличающийс я тем, что, с целью получения равномерного уплотнения смеси по объему фрр1Ф1, профилирование осуществляют наложением контрмодели на модельно-опочную оснастку перед заполнением смеси, а образованную полость заполняют смесью путем вдува. Источники информации, принятые во внимание при экспертизе 1,Авторское свидетельство СССР № 282600, кл. В 22 С 15/10, 1962. 2.Аксенов п.Н. Оборудование литейнйх цехов. М., Машиностроение, 1977, с. 45-46. .
J --
Э-/
3-7
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления литейных форм прессованием | 1982 |
|
SU1161227A1 |
| Устройство для двухстороннего прессования литейных форм | 1978 |
|
SU789204A1 |
| Способ изготовления литейных форм | 1977 |
|
SU1119768A1 |
| Устройство для изготовления литейных форм | 1980 |
|
SU899234A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ ПРЕССОВАНИЕМ | 2002 |
|
RU2220811C1 |
| Способ изготовления литейных форм | 1980 |
|
SU980928A1 |
| СПОСОБ УПЛОТНЕНИЯ ЛИТЕЙНЫХ ФОРМ МНОГОПЛУНЖЕРНОЙ ПРЕССОВОЙ ГОЛОВКОЙ | 1994 |
|
RU2060855C1 |
| Способ изготовления литейных форм | 1988 |
|
SU1565572A1 |
| Способ изготовления литейных форм | 1978 |
|
SU1234039A1 |
| УСТРОЙСТВО ДЛЯ УПЛОТНЕНИЯ ФОРМОВОЧНОЙ СМЕСИ | 1992 |
|
RU2025195C1 |