Известны устройства для контроля деталей с прерывистыми поверхностями, содержащие электроконтактный датчик, кронштейн, совершаюш,ий возвратно-поступательные движения синхронно повороту контролируемой детали, и регулируемый упор, ограничивающий перемещение подвижных частей устройства в направлении контролируемой детали.
Однако эти устройства имеют недостаточную точность.
В предлагаемом устройстве устранен недостаток за счет того, что в нем установлена на кронштейне и подпружинена в направлении его перемещения каретка, перемещающаяся до регулируемого упора и несущая жестко закрепленный электроконтактный датчик. Шток датчика фиксируется фрикционной пластиной, укрепленной на его корпусе.
Кроме того, предлагаемое устройство снабжено стержнем, соосным штоку датчика, расположенным с осевым зазором по отнощению к этому щтоку при совместном перемещении каретки и кронштейна и воздействующим на шток датчика в осевом направлении после достижения кареткой регулируемого упора.
Эти отличия создают условия для перемещения измерительного щтока датчика только при подходе к контролируемой поверхности и сохранения положения щтока при отводе датчика, чго повыщает точность контроля.
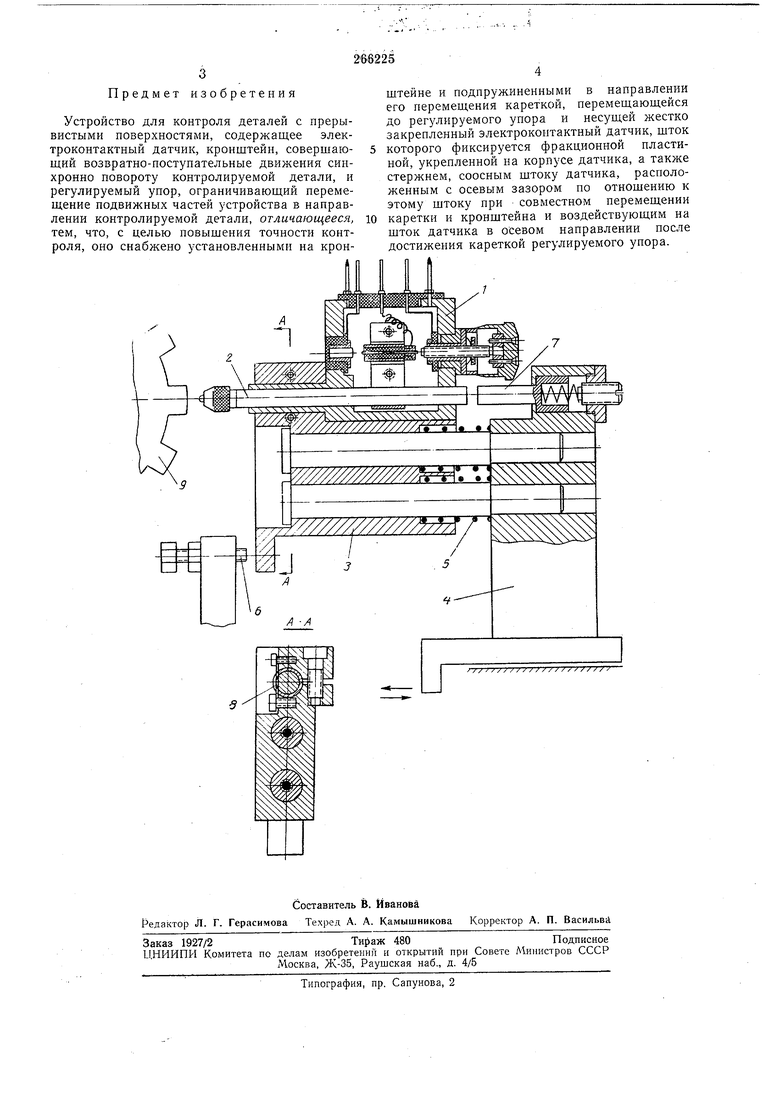
На чертеже изображено описываемое устройство и его разрез по А-А.
Устройство содержит электроконтактный датчик / со щтоком 2. Электроконтактный
датчик жестко закреплен на каретке 3, которая установлена на кронщтейне 4 и подпружинена пружиной 5 в направлении перемещения каретки до регулируемого упора 6. Устройство также содержит стержень 7, соосный штоку датчика и расположенный с осевым зазором по отнощению к щтоку при совместном перемещении каретки и кронштейна и воздействующий на шток в осевом направлении после достижения кареткой регулируемого упора.
Положение стержня фиксируется фрикционной пластиной 8.
Устройство рагботает следующим образом. В отведенном от контролируемой детали 9 положении щток датчика зафиксирован при
помощи фрикционной пластины.
Каретка пружинами 5 отведена в крайнее положение, при котором щток не контактирует со стержнем 7. После поворота контролируемой детали кронщтейн синхронно повороту
детали поступательно перемещается влево, а каретка перемещается до соприкосновения с регулируемым упором.. ..
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ КОНТРОЛЯ РАДИАЛЬНОЙ ТОЛЩИНЫВКЛАДЫШЕЙ подшипников ДВИГАТЕЛЕЙ | 1967 |
|
SU196370A1 |
| Манипулятор | 1981 |
|
SU1050860A1 |
| Электроконтактный амплитудный преобразователь | 1974 |
|
SU578557A1 |
| Захват промышленного робота | 1987 |
|
SU1509247A1 |
| Автоматическое загрузочное устройство | 1984 |
|
SU1220783A1 |
| Устройство для соединения охватываемой и охватывающей деталей посредством упругого разрезного кольца | 1983 |
|
SU1094718A1 |
| Устройство Кривовязюка для вырубки заготовок из плоского материала | 1981 |
|
SU967622A1 |
| Манипулятор | 1985 |
|
SU1313691A1 |
| Технологический ротор роторно- КОНВЕйЕРНОй МАшиНы | 1978 |
|
SU793666A1 |
| Станок для суперфинишной обработки желоба кольца шарикового подшипника | 1980 |
|
SU918058A1 |
