Известны поворотные многопози ционные столы для Перемещения установленных на их периферии .плоских деталей в рабочую зону шпиндельных, например сверлильных, головок.
Предлатаемый стол выполнен составным из двух частей, нижняя из которых неподвижна в круговом направлении, а верхняя, снабженная гнездами под фиксируемые в лих детали, совершает шаговые круговые перемешения относительно .нижней части, в которой на последней позиции выполнено окно для удаления обработа.нной детали.
Это автоматизирует процесс обработки .плоских деталей и повышает его производительность.
На чертеже показан предлагаемый многопозиционный стол.
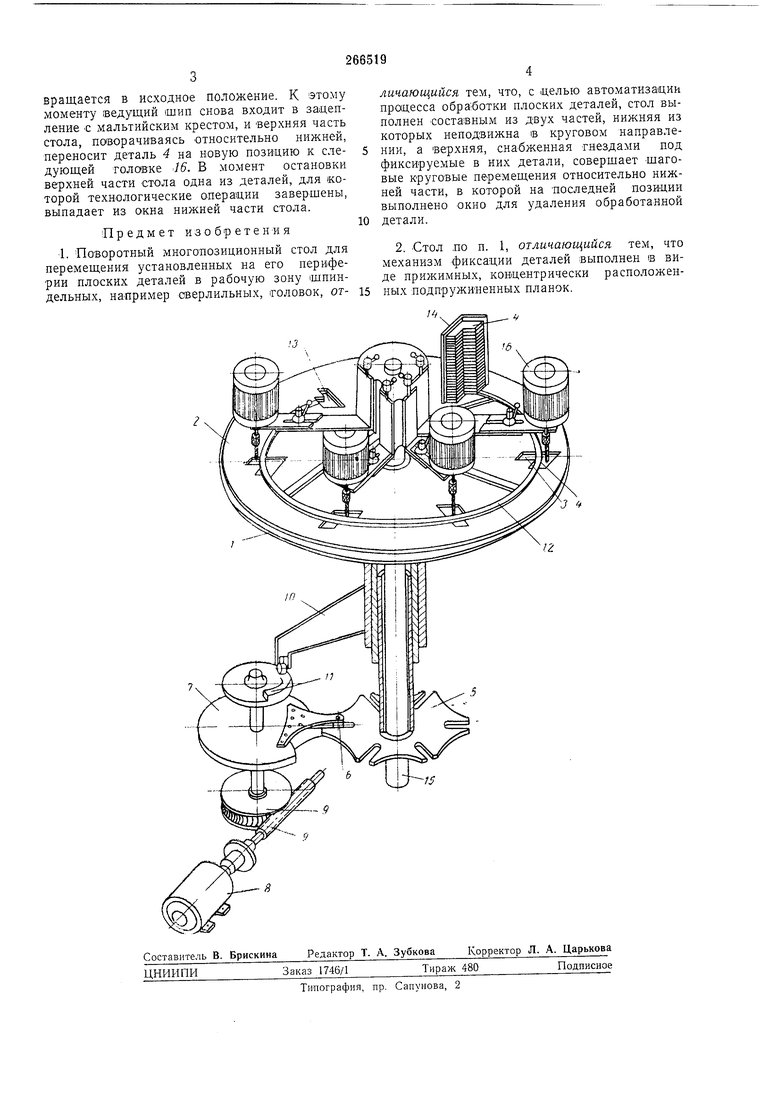
Он состоит из двух частей - нижней 1, пеподвижной в круговом направлении, и верхней 2, снабженной гнездами 3 под фиксируемые в них детали 4 и совершаюш,ей шаговые круговые перемеш,ения относительно нижней части. Поворот верхней части стола осуш.ествляется Посредством мальтийското механизма, состоящего из мальтийского креста 5, ведущего щипа 6 и диска 7. Вращение ведущего шипа осуществляется от двигателя 8 пооредством червячной гаары 9. Стол может совершать возвратно-поступательное перемещение вдоль Вертикальной оси посредством рычага 10, работающего в паре с «злачком 11, вращающимся на одном валу с ведущим шипом. Крепление обрабатываемых деталей
4 в гнездах верхней части стола осуществляется посредством прижимных, концентрически расположенных подпружиненных планок 12. В нижней части стола на последней позиции, имеется окно 13 для удаления обработанной детали. На столе расположен накопитель М. Сквозь отверстие в центре стола проходит колонка 15, которая крепится в корпусе станка (не показанного на чертелсе). На колонке крепятся шпиндельные головки 16.
В про-цессе работы плоская деталь 4 из накопителя попадает в гнездо верхней части стола, Совершающей круговые .перемещения, где она (деталь) .крепится посредством прпжи-мных, концентрически расположенных подпружиненных планок 12.
В момент выхода шипа из зацепления с мальтийским крестом верхняя часть стола прекращает вращательное движение. Затем
весь стол двигается прямолинейно вверх навстречу режущему инструменту со скоростью, равной скорости резания, осуществляется технологическая операция - зенкерование, сверление, развертывание. После выхода из
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сборки изделий типа цепного транспортера | 1973 |
|
SU518316A1 |
| Установка для армирования керамических изделий | 1985 |
|
SU1346432A1 |
| Устройство для подачи плоских радиодеталей преимущественно в установках для их сортировки по электрическим параметрам | 1986 |
|
SU1450155A1 |
| АВТОМАТ ДЛЯ ОЧИСТКИ (ОБДУВКИ) ВИУТРЕННЕЙ ПОВЕРХИОСТИ ДЕТАЛЕЙ СЖАТЫМ ВОЗДУХОМ | 1969 |
|
SU241597A1 |
| Многоцелевой станок | 1989 |
|
SU1660937A1 |
| Станок для двусторонней обработки оптических деталей с криволинейными поверхностями | 1985 |
|
SU1346399A1 |
| КОМПАКТНЫЙ ВЫСОКОПРОИЗВОДИТЕЛЬНЫЙ СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ БЛИНОВ С ДВУХСТОРОННЕЙ ОБЖАРКОЙ | 2014 |
|
RU2588461C1 |
| Загрузочное устройство | 1990 |
|
SU1738594A1 |
| Многопозиционный, многошпиндельный полуавтоматический станок карусельного типа | 1960 |
|
SU139898A1 |
| Автомат для контроля и сортировки гнезд штепсельных разъемов | 1982 |
|
SU1037972A1 |
