Известные полуавтоматы для укладки цилиндрических предметов например флаконов в кассету, содержат станину с приводом и механизм шагового перемещения кассеты. Полуавтоматы подобного типа характеризуются низкой производительностью, особенно при укладке в кассету несориентированных -флаконов.
Предлагаемый полуавтомат отличается тем, что ОН снабжен 1бункерно-загрузочным устрой- ством ножевого типа, наклонным лотком-накопителем со звездочками-отсекателями и мальтийским механизмом и ориентатором-подавателем флаконов.
Это позволяет повысить производительность укладки В кассету несориентированных флаконов.
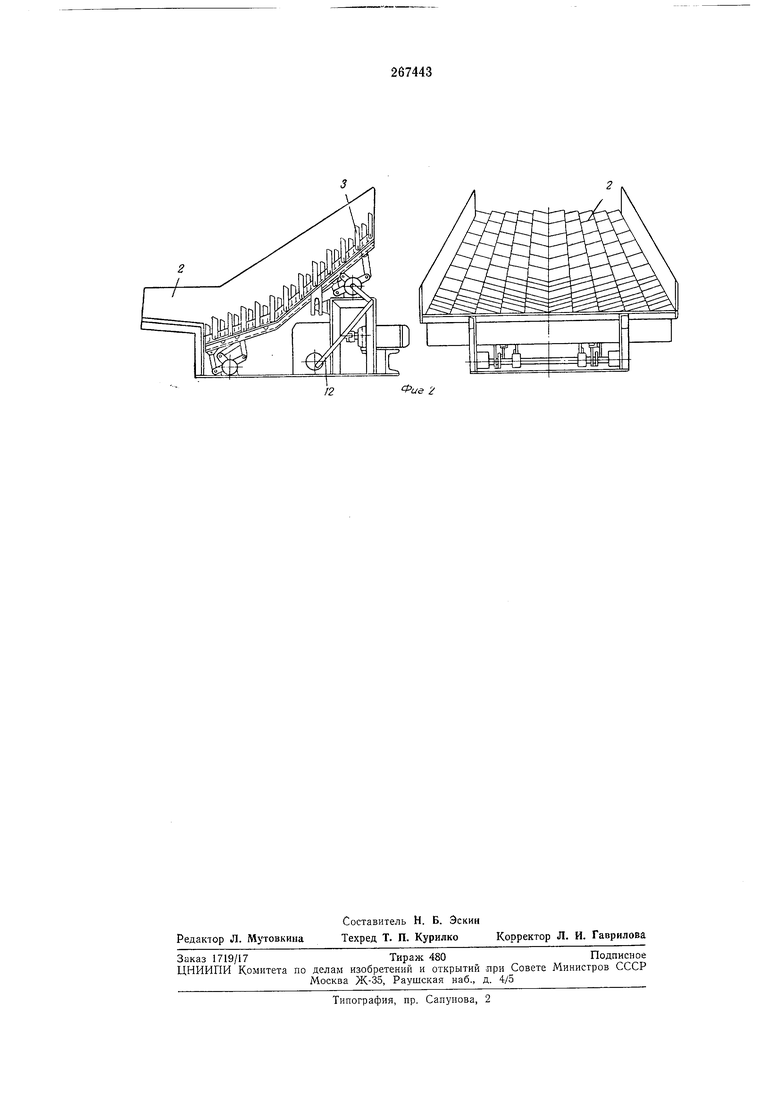
Кроме того, бункерно-загрузочное устройство полуавтомата целесообразно выполнить в виде наклонно смонтированного приемного лотка переменного конусообразного профиля, внутри которого вдоль оси смонтированы ножевые блоки с вертикально расположенными ножами, имеющими скосы, при этом .каждый из блоков соединен с приводом возвратнопоступательного движения.
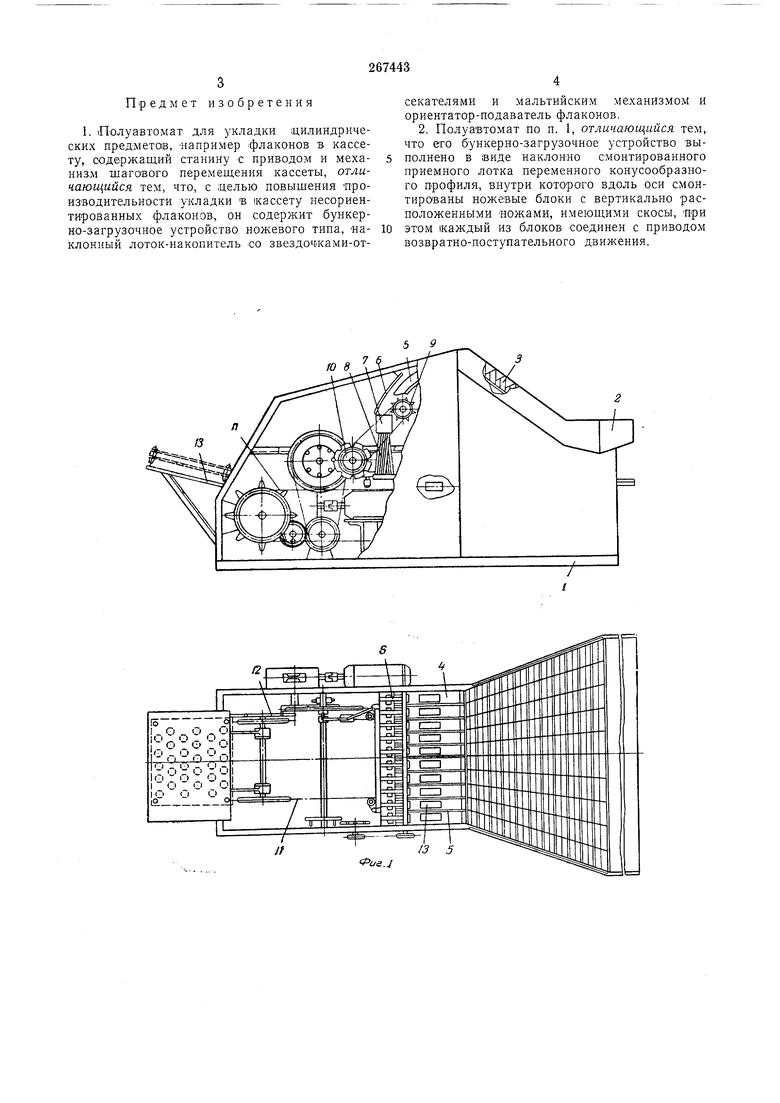
Полуавтомат содержит станину 1 с приводом и бункерно-загрузочное устройство, выполненное в виде наклонно смонтированного приемного, конусообразного профиля, лотка
2, двух ножевых блоков 3 с наклонными ножами-ячейками для первичной ориентации флаконов и распределения их по рядам. Составными частями полуавтомата являются наклонный лоток-накопитель 4 с направляющими 5 и 6, ориентатор 7 с подающими трубками 8, звездочки-отсекатели 9 флаконов, мальтийский механизм 10, цепной транспортер 11 подачи кассет. НоЛСевым блокам 3 сообщается возвратнопоступательное движение относительно друг друга при помощи шатунно-кривошипного механизма J2 и системы -рычагов.
Формирование флаконов в ряды обеспечивается за счет скосов ножей ножевых блоков. При возвратно-поступательном движении ножевых блоков флаконы попеременно скатываются с Ножей-ячеек одного блока на другой, поднимаясь вверх до лотка-накопителя 4. С верхних нолсей загрузочного устройства флаконы поступают на наклонный лоток 4 с направляющими 5 и б и, скатываясь до звездочек-отсекателей 9, наполняют лоток 4. Битые флаконы при скатывании по лотку вы.падают через отверстия 13 в ящик.
П|редмет изобретения
1. Полуавтомат для укладки цилиндрических предметов, например флаконов в кассету, содержащий станину с приводом и механиз.м шагового перемещения кассеты, отличающийся тем, что, с щелью повыщения производительности укладки В кассету несориентированных флаконов, он содержит бункерно-загрузочное устройство ножевого типа, «аклонный лоток-накопитель со звездоч ками-отсекателями и мальтийским механизмом и ориентатор-подаватель флаконов.
2. Полуавтомат по п. 1, отличающийся тем, что его бункерно-загрузочное устройство выполиено в 1виде наклонно смонтированного приемного лотка переменного конусообразного профиля, внутри которого вдоль оси смонтированы ножевые блоки с вертикально расположенными -ножами, имеющими скосы, три этом каждый из блоков соединен с приводом возвратно-поступательного .
| название | год | авторы | номер документа |
|---|---|---|---|
| БАРАБАННОЕ АВТОМАТИЧЕСКОЕ БУНКЕРНО- ЗАГРУЗОЧНОЕ УСТРОЙСТВО | 1971 |
|
SU432010A1 |
| Полуавтомат для сборки секаторов | 1982 |
|
SU1144830A1 |
| МНОГОПОТОЧНАЯ РОТОРЛАЯ МАШИНА | 1971 |
|
SU310713A1 |
| УСТРОЙСТВО ДЛЯ РАСФАСОВКИ ПОРОШКОВЫХ ХИМИЧЕСКИХ ПРОДУКТОВ в ТАРУ | 1971 |
|
SU295717A1 |
| Автоматическая линия | 1985 |
|
SU1296373A1 |
| Машина для среднего измельчения мясных мороженых блоков | 1990 |
|
SU1780682A1 |
| Полуавтомат для заточки резцов | 1990 |
|
SU1779547A1 |
| ПОЛУАВТОМАТ ДЛЯ СБОРКИ СТАРТЕРОВ | 1972 |
|
SU326662A1 |
| Автомат для контроля и сортировки изделий цилиндрической формы | 1985 |
|
SU1359006A1 |
| АВТОМАТ ДЛЯ СОРТИРОВКИ ДЕТАЛЕЙ | 1968 |
|
SU221319A1 |