:д
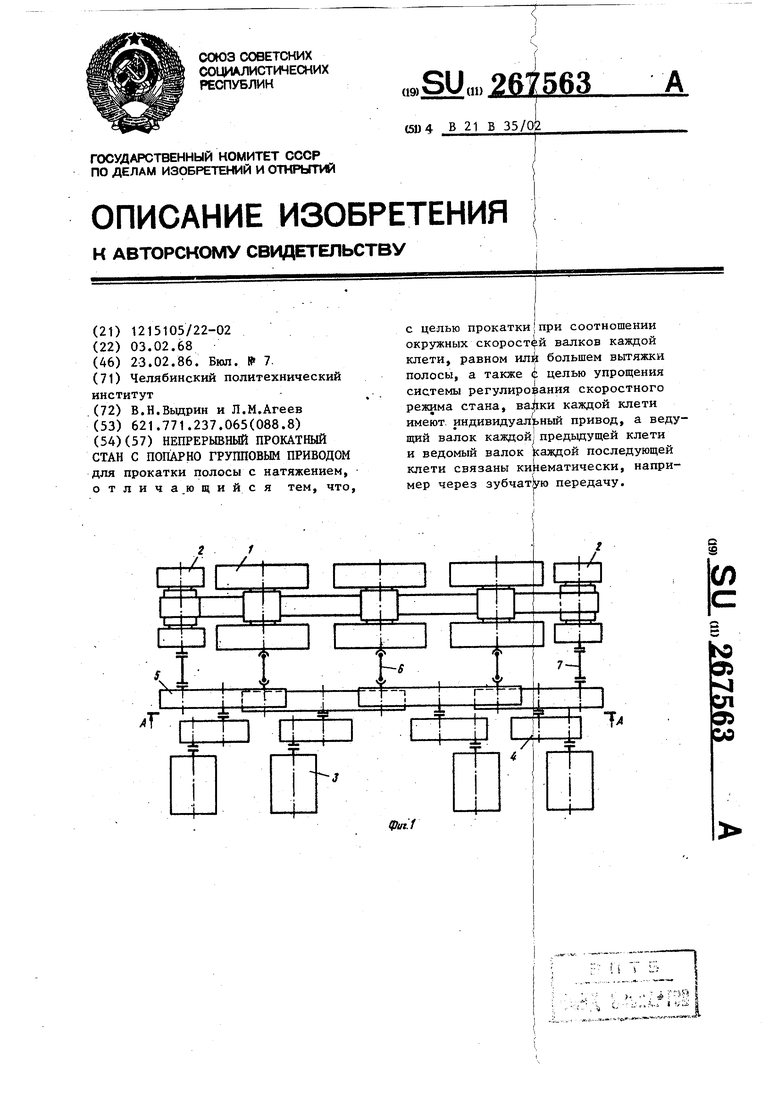
Эд 1 В известных непрерывных прокатных станах с попарно групповым приводом валки каждой клети имеют одинаковую окружную скорость. В предлагаемом непрерывном прокатном стане окружные скорости валков в каждой клети различны, причем каждый валок имеет индивидуальный привод. Это позволяет сократить количество приводов, упростить систему регулирования скоростным режимом стана и одновременно повысить производительность стана и качество продукции. На фиг, 1 схематически изображен предлагаемый стан; на фиг. 2 - разрез по А-А на фиг. 1, Непрерывный стан состоит из рабочих клетей 1, моталок 2, расположенных в начале и в конце его линии, приводов рабочих валков и барабанов моталок. Привод рабочих валков ; и барабанов моталок осуществляется с помощью двигателей 3 постоянного тока с регу лируемым числом оборотов и понижающих редукторов 4. Число двигателей и редукторов на единицу меньше, чем у обычного непрерывного стана. Это объясняется наличием специальных передаточных устройств 5, например зубчатых передач, объединяющих барабаны моталок с соответствующими рабо чими валками крайних клетей, а также соответствующие валки промежуточных клетей. Вращение рабочим валкам пере дается с помощью шпинделей 6,- а бара банам моталок - через промежуточные валы 7. Прокатываемая полоса 8 заправляется в стан и прокатывается как обыч но. Процесс прокатки осуществляется следующим образом. Соотношение окружных скоростей валков каждой клети устанавливают равным или большим вытяжки полосы в этой клети. Зазор между рабочими 3 валками устанавливают равным толщине переднего конца полосы, выходящей из данной клети. Для любой из клетей непрерывного стана скорость переднего конца полосы должна быть равна окружной скорости валка этой клети, вращающегося с большей скоростью (ведущий валок). В то же время эта скорость является скоростью входа полосы в последующую клеть и т.д. Крайние клети, работающие с моталками, должны быть настроены следующим образом. Скорость ведомого валка первой клети должна быть равна или несколько больше скорости заднего конца полосы, сходящего с разматывателя. Окружная скорость ведущего валка последней клети должна равняться скорости намотки переднего конца полосы на барабан моталки. Указанное соотношение скоростей валков и барабанов моталок достигается установкой специальных передаточных устройств 5 и 9, При соблюдении рассмотренного скоростного режима валков и моталок в каждой клети непрерывного стана на ведущем валке критический угол 2,0, на ведомом Уд-обд, Отсюда следует, что на противоположных контактных .поверхностях очага деформации скольжения металла относительно валков и силы трения противонаправлены и их влияние на процесс деформации взаимно исключается. В результате в несколько раз снижается давление металла на .валки, что позволяет значительно увеличить вытяжкн в каждой клети за проход и уменьшить количество клетей непрерывного стана. Предлагаемьй непрерывный стан может состоять и из клетей с опорными валками (многовалковые клети), когда необходимо резко увеличить жест- . кость клетей. При этом рабочие валки клетей должны быть приводньми.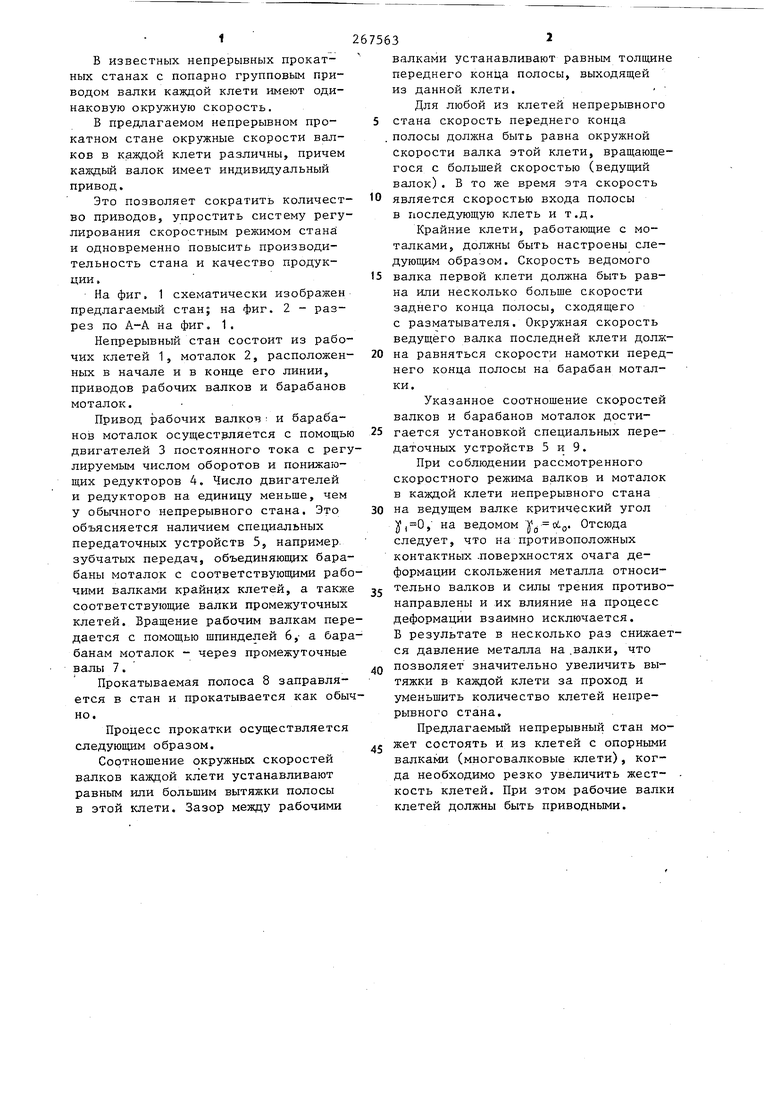
| название | год | авторы | номер документа |
|---|---|---|---|
| НЕПРЕРЫВНАЯ ГРУППА СТАНА ДЛЯ ПРОИЗВОДСТВА ЛЕНТЫ БЕССЛИТКОВОЙ ПРОКАТКОЙ И ПОЛОС | 1993 |
|
RU2048215C1 |
| Непрерывный прокатный стан | 1968 |
|
SU298169A1 |
| Устройство для автоматического регулирования толщины полосы на реверсивном стане холодной прокатки-волочения без охвата валков полосой | 1976 |
|
SU692649A1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2544728C2 |
| Устройство для обхвата полосой валка прокатной клети | 1983 |
|
SU1098599A1 |
| Способ прокатки полос | 1989 |
|
SU1690868A1 |
| Способ неприрывной прокатки и стандля ЕгО ОСущЕСТВлЕНия | 1976 |
|
SU687668A1 |
| Устройство для охвата полосойВЕдущЕгО ВАлКА B РЕВЕРСиВНОйпРОКАТНОй КлЕТи | 1979 |
|
SU801924A1 |
| КОМБИНИРОВАННАЯ УСТАНОВКА НЕПРЕРЫВНОГО ЛИТЬЯ И ГОРЯЧЕЙ ПРОКАТКИ МЕТАЛЛИЧЕСКИХ ПОЛОС | 2018 |
|
RU2727457C1 |
| СПОСОБ УПРАВЛЕНИЯ СКОРОСТНЫМ РЕЖИМОМ ОТВОДЯЩЕГО РОЛЬГАНГА ШИРОКОПОЛОСНОГО СТАНА | 1999 |
|
RU2147950C1 |
НЕПРЕРЫВНЫЙ ПРОКАТНЫЙ СТАН С ПОПАРНО ГРУППОВЫМ ПРИВОДОМ для прокатки полосы с натяжением, отлича_ющийся тем, что.с целью прокатки при соотношении окружных скоростей валков каждой клети, равном ил^ большем вытяжки полосы, а также i целью упрощения системы регулирования скоростного режима стана, вaJlIки каждой клети имеют индивидуальный привод, а ведущий валок каждой, предьщущей клети и ведомый валок каждой последующей клети связаны кинематически, например через зубчатою передачу.