Известны фрезерные станки для фрезерования нескольких располол енных под углом пазов, в которых механизм закрепления и подачи детали в зону резания выполнен в виде цангового устройства.
Предлагаемый фрезерный автомат, конструкция которого проще, обеспечивает точность длины прорезания пазов независимо от колебаний высоты обрабатываемых деталей.
Это достигается тем, что механизм нодачи детали в зону резания выполнен в виде двух соосно расположенных силовых цилиндров, развивающих неравные, встречно направленные усилия на штоках порщней. Один из цилиндров может быть снабжен жестким упором, определяющим положение штока. На упор опирается обрабатываемая деталь в конце обработки.
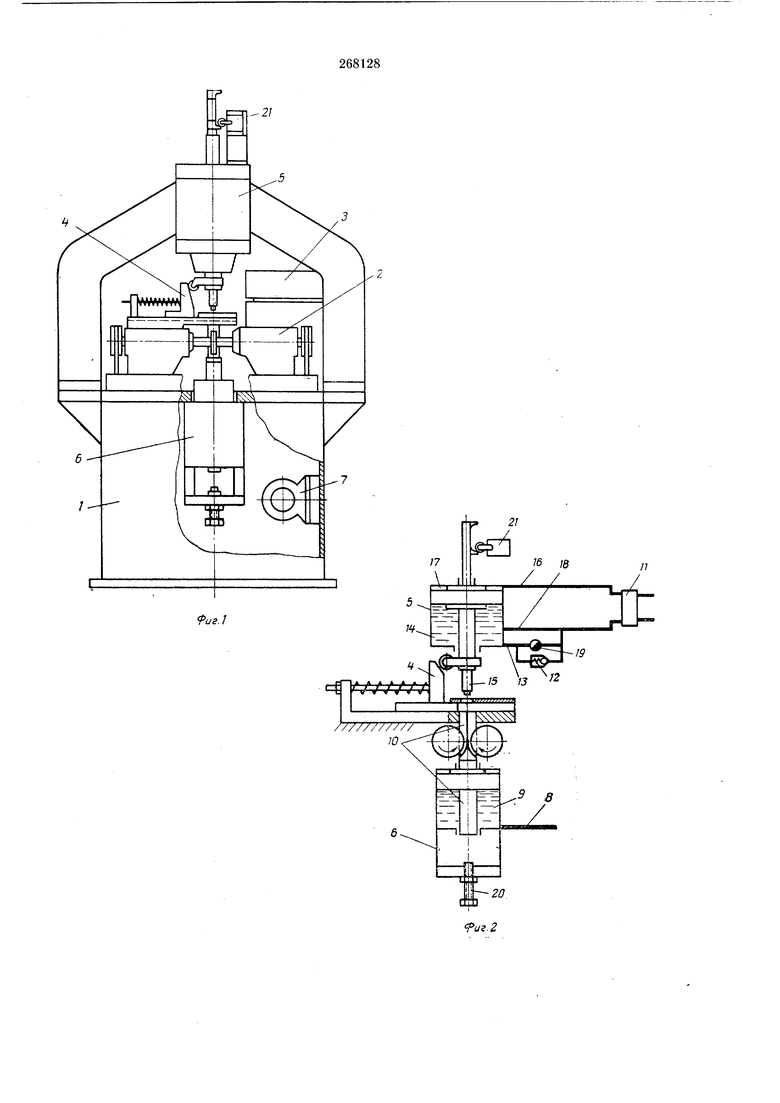
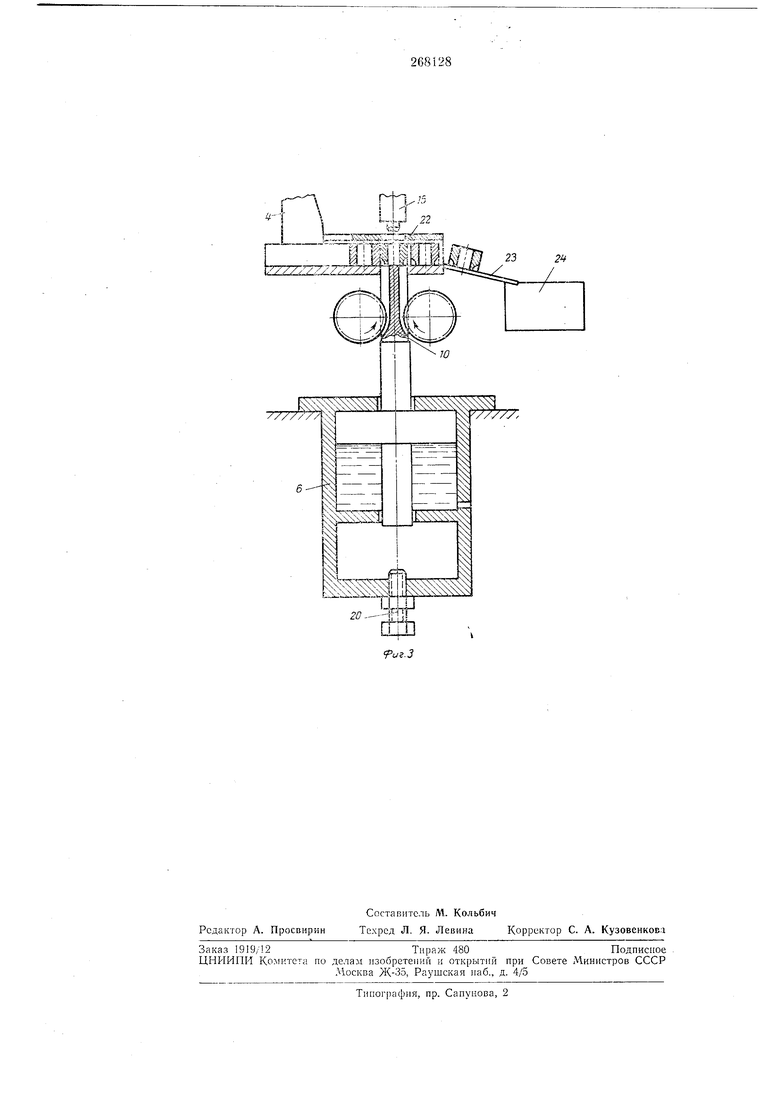
На фиг. 1 схематически изображен предлагаемый автомат; на фиг. 2 - его принципиальная схема; на фиг. 3 - автомат при выгрузке обработанной детали.
Фрезерный автомат состоит из тумбы /, на которой установлены фрезерные бабки 2, загрузочно-ориентирующее устройство 3, подпружиненный питатель 4, привод подачи, выполненный в виде двух соосно раснолой енных гидравлических цилиндров, развивающих неравные, встречно направленные усилия на штоках. Верхний цилиндр 5 имеет большее
усилие, а нижний цилиндр 6 - меньшее усилие. В тумбе расположены электродвигатели 7 привода фрезерных бабок.
Автомат работает следующим образом. Включают гидросистему, и масло под давлением поступает по каналу 8 в полость 9 цилиндра 6. Шток 10 этого цилиндра, перемещаясь вверх, верхним торцом, имеющим продольные пазы под фрезы, устанавливается заподлицо с опорной плоскостью подпружиненного питателя 4.
Одновременно из золотника И н обратного клапана 12 масло по каналу 13 под давлением поступает в полость 14 цилиндра 5. Шток 15
этого цилиндра, выполненный в виде фиксирующей оправки, перемещается в крайнее верхнее положение и освобождает подпружиненный питатель 4, который подает обрабатываемую деталь в зону загрузки (выгрузки),
где она фиксируется по наружной поверхности. Затем включаются электродвигатели 7 привода фрезерных бабок 2 и одновременно происходит переключение золотника //. Масло под давлением (см. фиг. 2) поступает по
каналу 16 в полость 17 цилиндра 5, а из полости 14 по каналу 18 вытесняется на слив. Шток 15 быстро перемещается в зону загрузки (выгрузки) и отводит подпружиненный питатель 4 в исходное положение. В зоне загрузруется по внутреннему диаметру и зажимается между торцами штоков 10 и 15.
Так как цилиндр 5 имеет большее усилие, чем постоянно действующий цилиндр 6, зажатая обрабатываемая деталь перемещается вниз, в зону резания. Как только поршень цилиндра 5 перекроет канал 18, масло из полости 14 вытесняется по каналу 13 через дроссель 19 на слив. Происходит подача зажатой детали и обработка.
В конце обработки (см. фиг. 3) щток 10 нижним торцом упирается в жесткий упор 20. Это обеспечивает постоянную длину прорезаемых пазов. Одновременно происходит нажатие концевого выключателя 21, который подает команду на переключение золотника 11. Масло под давлением через обратный клапан 12 и по каналу 13 подается в полость 14 цилиндра 5. Происходит быстрое возвращение обработанной детали.
Верхний торец штока 10 устанавливается заподлицо с опорной плоскостью подпружиненного питателя 4, а шток 15, перемещаясь вверх (в исходное положение), освобождается от обработанной детали съемником 22.
Подпружиненный питатель 4 подает следующую деталь, которая выталкивает обработанную деталь из зоны загрузки (выгрузки) по лотку 23 в ящик 24 и устанавливается на линию центров. В исходном положении нажимается концевой выключатель 21, и цикл повторяется.
Предмет изобретения
1. Фрезерный автомат для обработки расположенных под углом пазов с закрепленными на станине фрезерными бабками, автоматическим загрузочно-ориентирующим устройством, подпружиненным питателем и механизмом подачи, детали, отличающийся тем, что, с целью упрощения конструкции, механизм подачи выполнен в виде двух соосно расположенных силовых цилиндров, развивающих неравные, встречно направленные усилия на штоках
поршней.
2. Фрезерный автомат по п. 1, отличающийся тем, что, с целью обеспечения одинаковой длины пазов независимо от колебания высоты обрабатываемых деталей, один из цилиндров снабжен жестким упором, определяющим положение штока и на который опирается обрабатываемая деталь в конце обработки.
rirris sirt rfs ri
.гт.г.; .
rtfL-iJ 22
-to
| название | год | авторы | номер документа |
|---|---|---|---|
| Фрезерный автомат | 1979 |
|
SU865552A2 |
| Токарный автомат | 1978 |
|
SU768570A1 |
| ФРЕЗЕРНЫЙ СТАНОК | 1969 |
|
SU252049A1 |
| Приспособление для непрерывного фрезерования деталей | 1990 |
|
SU1787709A1 |
| Автооператор | 1979 |
|
SU831516A1 |
| Загрузочно-разгрузочное устройство | 1985 |
|
SU1313636A1 |
| ЗАГРУЗОЧНО-РАЗГРУЗОЧНОЕ УСТРОЙСТВО | 1997 |
|
RU2138368C1 |
| Устройство для обработки торцев пру-жиН | 1978 |
|
SU837777A1 |
| Протяжной автомат | 1987 |
|
SU1426710A1 |
| Станок для токарной обработки | 1984 |
|
SU1219261A1 |