Изобретение относится К установкам для формования железо.бетанных изделий с немедленной распалубкой путем опрокидывания формы.
Известны установки для формования железобетонных изделий, включающие бетонораздатчи к, вибраплощадку, форму.
Целью изобретения является обеспечение возмож-носги формования крупногабаритных изделий с фасонными верхними и нижними поверхностями с меньшими затратами энергии.
Достигается это тем, что поддон выполнен съемным и прикреплен к верхней части формы. Форма смонтирована на подъемном мосту. Мост имеет в нижней части капиры, а в верхней - горизонтальные направляющие. В направляющих с возможностью возвратнопоступательного перемещения укреплена с помощью катков рама формы. Геометрическая ось :катков перпендикулярна продольной оси моста .и Смещена от центра тяжести рамы,формы к концам моста.
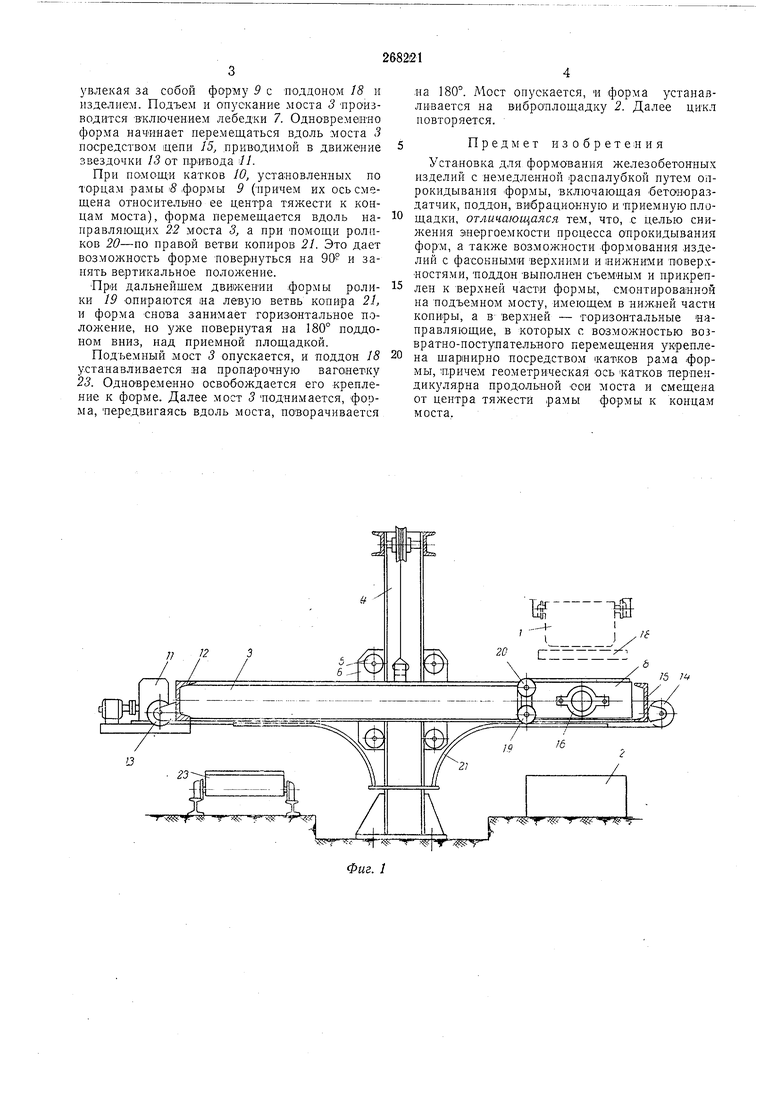
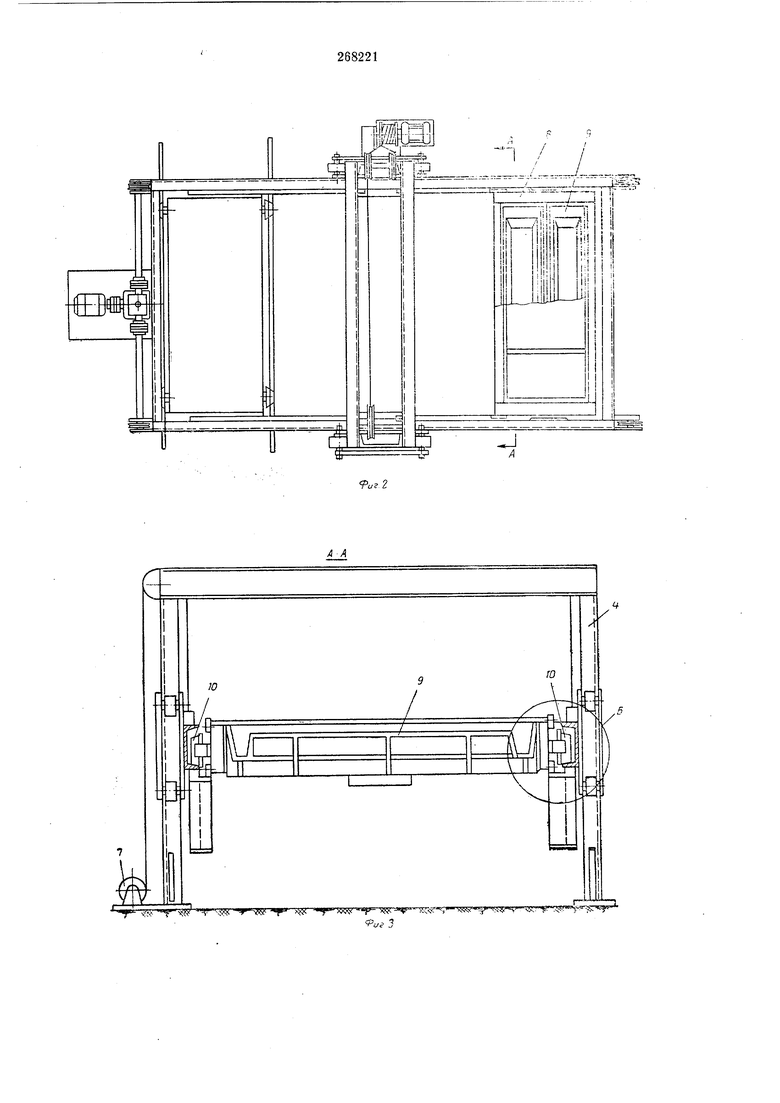
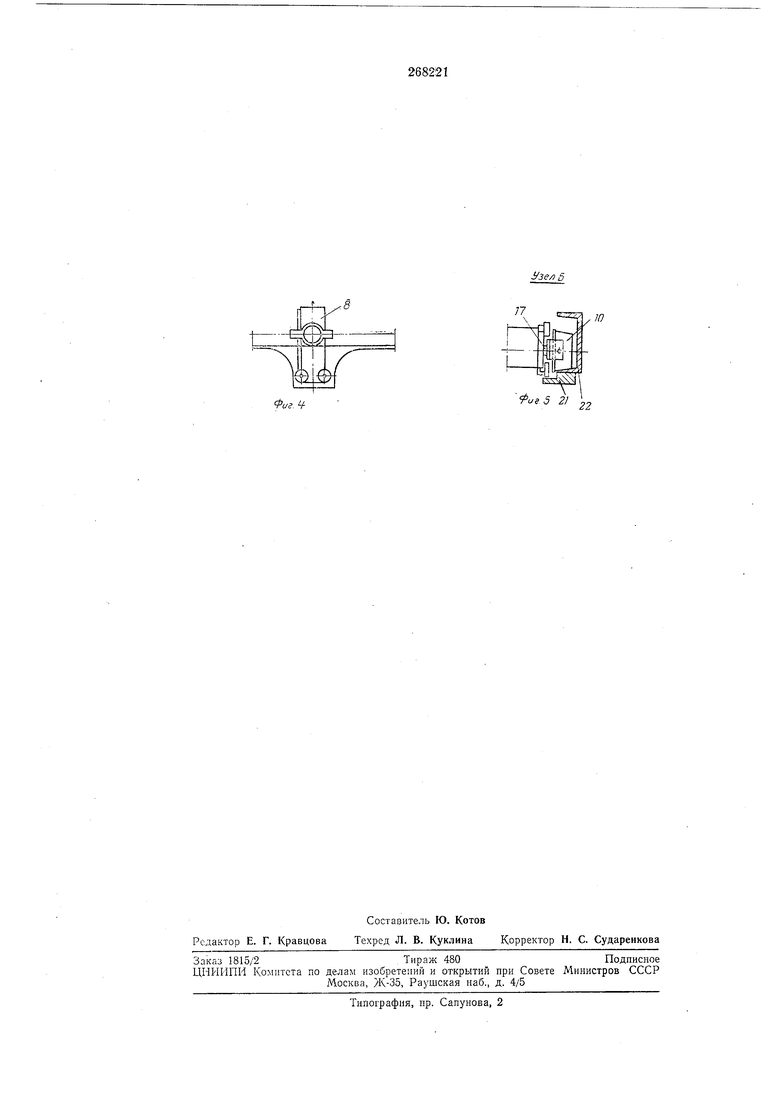
На фиг. 1 схематически изображена предлагаемая установка, вид сбоку; на фиг. 2-тоже, вид сверху; «а фиг. 3-по А-А на фиг. 2; на фиг. 4 - форма, повернутая на 90°; на фит. 5 - узел Б на фиг. 3.
щенный над виброплощадкой 2, подъемный мост 3, перемещающийся в направляющ-их П-образной рамы 4 (см. фиг. 1 и 3) при тюмощи направляющих катков 5, соединенных собой кареткой 6. Подъемный мост 3 опускается н поднимается при помощи лебедки 7. Рама 8 формы 9 удерживается на подъемном мосту 3 катками 10.
Движение формы 9 осуществляется от привода //. Иривод монтируется на торцовой стенке 12 моста 3 и вращает звездочки 3 и 14, связанные между собой цепью 15. Концы цепи подсоединяют к водилу 16, монтируемому на оси 17.
К форме 9 сверху крепится съемный поддон /8. От самопроизвольного опрокидывания форму удерживают расположенные на конце ее рамы 8 наиболее удаленные от геометрической оси 17 катков 10 ролики 19 и 20, обкатывающие копиры 21.
Копиры расположены немного «иже направляющих 22 моста 3 (см. фит. 5). Кроме того, установка включает приемную площадку с пропарочной вагонеткой 23.
Установка работает следующим образом.
Форма 9 опускается вместе с мостом 3 на виброплощадку 2. Из бетонораздатчика 1 форма 9 заполняется бетоном 1И вибрирует, сверху к форме 9 -крепится поддон 18. По о кончаНИИ вибрации подъемный мост 3 поднимается.
увлекая за собой форму 9 с поддоном 18 и изделыем. Подъем и опускание моста 3 производится включением лебедки 7. Однавремеино форма начинает перемещаться вдоль :моста 3 посредством цепи 15, приводимой в движение звездочки 13 от привода 11.
При помощи катков 10, установленных по торцам рамы |§ формы 9 (причем их ось смещена относительно ее центра тяжести к концам моста), форма перемещается вдоль направляющих 22 моста 3, а при Помощи роликов 20-по правой ветви копиров 21. Это дает возможность форме поверяуться на 90° и занять вертикальное положение.
Пр« дальнейшем дви1же,нии формы ролики 19 олираются иа левую ветвь копира 21, и форма снова занимает горизонтальное положение, но Зже повернутая на 180° поддоном вниз, над приемной площадкой.
Подьемный мост 3 опускается, и поддон 18 устанавливается на пропарочную вагонетку 23. Одновременно освобождается его крепление к форме. Далее мост 3 поднимается, форма, передвигаясь вдоль моста, поворачивается
.на 180°. Мост опускается, и форма устанавливается на виброплощадку 2. Далее цикл повторяется.
Предмет и з о б р е т е ;н и я
Установка для формования железобетонных изделий с немедленной распалубкой путем опрокидывалия формы, включающая бетонораздатчик, поддон, ви|брационную и приемную площадки, отличающаяся тем, что, с целью снижения энергоемкости процесса опрокидывания форм, а также возможности формования .изделий с фасонными верхними и еилсними поверхностями, поддо.н выполнен съемиым и п.рикреплен к верхней части формы, смонтированной на подъемном мосту, имеющем в нижней части копиры, а в верхней - горизонтальные направляющие, в которых с возможностью возвратно-поступательного перемещения укреплена шарнирно посредством «атков рама формы, причем геометрическая ось катков перцендикуля.рна продольной оси моста и смещена от центра тяжести рамы формы к концам моста.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОТОЧНО-КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОРАЗМЕРНЫХ ЖЕЛЕЗОБЕТОННЫХ РЕБРИСТЫХИЗДЕЛИЙ | 1968 |
|
SU220109A1 |
| Установка для изготовления железобетонных изделий | 1977 |
|
SU944931A1 |
| НЕРАЗЪЕМНАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ БЛОКОВ ТОННЕЛЬНОЙ ОБДЕЛКИ | 1969 |
|
SU236296A1 |
| Форма-вагонетка | 1979 |
|
SU827296A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХИЗДЕЛИЙ | 1972 |
|
SU435936A1 |
| Вертикально-замкнутая линия для изготовления бетонных и подобных изделий в формах-вагонетках | 1974 |
|
SU574334A1 |
| Кассетная форма для изготовления изделий из бетонных смесей | 1989 |
|
SU1708630A1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЯЧЕИСТОБЕТОННЫХ ИЗДЕЛИЙ | 1971 |
|
SU306001A1 |
| Агрегат для изготовления трубчатых изделий из бетонных смесей | 1984 |
|
SU1237444A1 |
| Роторный конвейер для изготовления железобетонных изделий | 1990 |
|
SU1756154A1 |
Фиг. l
21
