Изобретение относится к сварке стержней с нластинаыи нреимущественно нри изготовлении закладных деталей железобетонных изделий.
Известны пневмо- и гидроириводы перемещения и сжатия свариваемых деталей, содержащие устаиовленный в нневмоцилиндре поршень с двусторонним штоком, один конец которого снабжен регулируемым унором.
Предлагаемый механизм обеспечнвает нрограммированное иеремеш;ение привариваемого стержня с целью автоматического выиолнения следуюш.их операций: отрыв стержня от нластины для возбуждения дуги, оплавление стержня и образование ванны расплавленного металла, опускание стержня в ванну и выдержка нод давлением. Такой сварочный цикл обеспечивается за счет того, что второй конец штока поршня также снабжен регулируемым упором, а в верхней крышке цилиндра установлен подпружиненный клиновой фиксатор, взаимодействуюш,ий с клииовым пазом, выполненным в штоке.
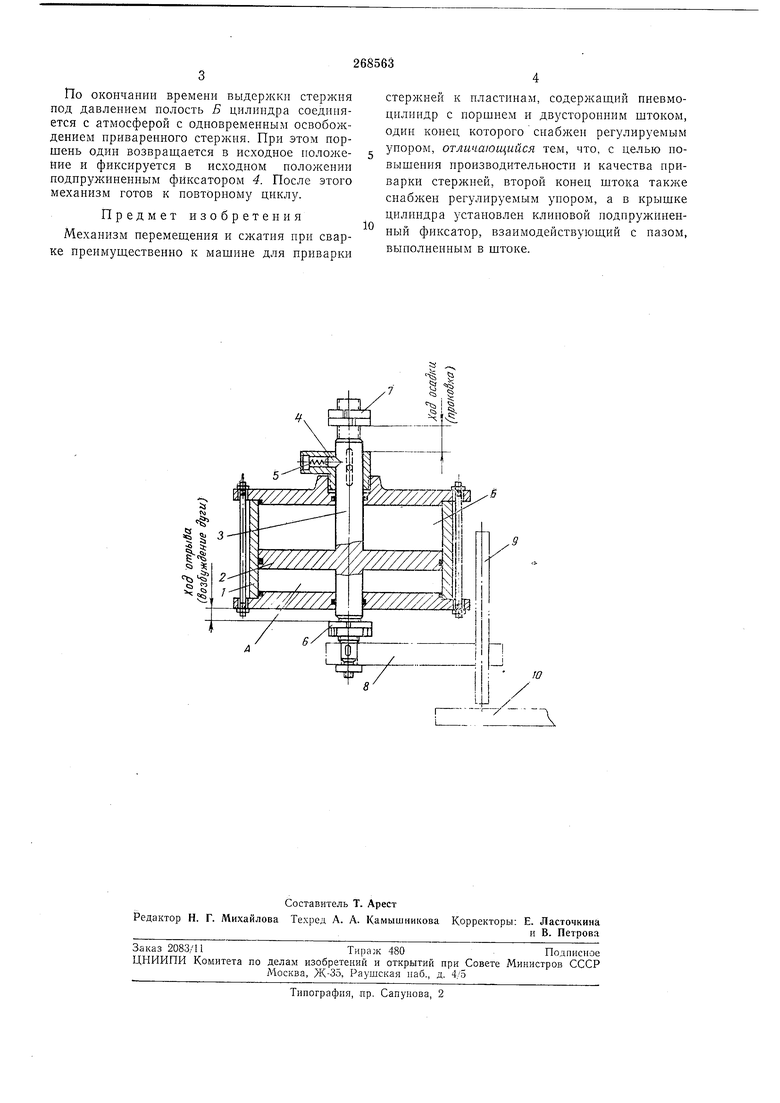
На чертеже изображен описываемый механизм.
В цилиндре / установлен поршень 2 с двусторонним штоком 3, один конец которого выполнен с клиновым пазом. В верхней крышке цилиндра установлен фиксатор 4, усилие прижатия которого к пазу штока изменяется
регулировкой слсатия нружины 5. Угол клннового фнксатора и клинового паза штока подобран таким образом, что нри крайних положениях штока фиксатор не выходит из зацепления с пазом. Оба конца штока выполнены резьбовыми н снабжены регулнруемыми упорами 6 и 7, что позволяет в зависимости от технологических требований к режиму сварки регулировать длину хода штока при возбуждении дуги и ири осадке, на нижнем конце штока установлена консоль 8 для зажатия стержня 9, ирнварнваемого к нластиие 10.
Механизм работает следующим образом.
В исходном положении щток порщня удерживается фиксатором. При иодаче сжатого воздуха в иолость Л цнлиидра щток перемещается вверх на ход, ограниченный нижним резьбовым унором, отрывая стерл ень 9 от пластины 10. Одновременно включается трансформатор, и между стержнем и нластиной возб ждается дуга.
По истечении заданного времени горения дуги сварочный ток отключается, и воздух подается в полость Б цилиндра, при этом иолость А соединяется с атмосферой. Поршеиь иеремещается вниз, обеспечивая подачу оилавленного стерл ня в ванну расплавленного металла на ход, определяемый верхним резьбовым упором 7. По окончании времени выдержки стержня под давленнем нолость Б цилиндра соедиияется с атмосферой с одновременным освобол дением нриваренного стержня. При этом норшень один возвращается в исходное положение и фиксируется в исходном положении поднружиненным фиксатором 4. После этого механизм готов к повторному цнклу. Предмет изобретения Механизм перемещения и сжатия при сварке преимущественно к машине для приварки стержней к пластинам, содержащий нневмоцнлиндр с поршнем и двусторонним штоком, один конец которого снабл ен регулируемым упором, отличающийся тем, что, с целью повышения производительности и качества приварки стержней, второй конец штока также снабжен регулируемым упором, а в крышке цилиндра установлен клиновой иодпружнненный фиксатор, взаимодействующий с пазом, выполненным в штоке.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРИВАРКИ СТЕРЖНЕЙ К ЭЛЕМЕНТАМ СОРТОВОГО ПРОФИЛЯ ПОД СЛОЕМ ФЛЮСА | 1969 |
|
SU251116A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ РЕЛЬЕФНОЙ СВАРКИ ^СЕСОЮоНАЯТмТ?ИТ1Ш-=ТЕ1Ш1?ОНМ| | 1972 |
|
SU331858A1 |
| МАШИНА ДЛЯ ШОВНОЙ СВАРКИ | 1969 |
|
SU238035A1 |
| УСТРОЙСТВО ДЛЯ МНОГОТОЧЕЧНОЙ КОНТАКТНОЙ СВАРКИ ПРОСТРАНСТВЕННЫХ КАРКАСОВ | 1971 |
|
SU317478A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕНЧАТЫХ ВАЛОВ | 1971 |
|
SU295598A1 |
| УСТАНОВКА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1971 |
|
SU290651A1 |
| УСТАНОВКА ДЛЯ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1971 |
|
SU291764A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ | 1973 |
|
SU393026A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ ПРИСУЧКИ ПРЯЖИ НА ПРЯДИЛЬНОЙ МАШИНЕ | 1967 |
|
SU206361A1 |
| ПИСТОЛЕТ ДЛЯ ДУГОВОЙ ПРИВАРКИ ШПИЛЕК | 1972 |
|
SU350611A1 |
