Изобретение относится к оборудованию термических цехов для термической -обработки инструмента.
Известен агрегат для закалки инструмента, состоящий из нагревательного и охлаждающего устройств.
Предлагаемый агрегат с целью автоматизации процесса термообработки снабжен загрузочным устройством, обеспечивающим загрузку изделий по одной штуке в многорядное нагревательное устройство, шагающий под которого выполнен ,в виде зубьев гребенки из подвижных и неподвижных огнеупорных плит, в отверстиях которых расположены нагреватели, а охлаждающее устройство выполнено в виде камеры с газовыми соплами, установленными нал изделием.
Закалка инструмента производится в защитной атмосфере путем обдува его струями контролируемой атмосферы.
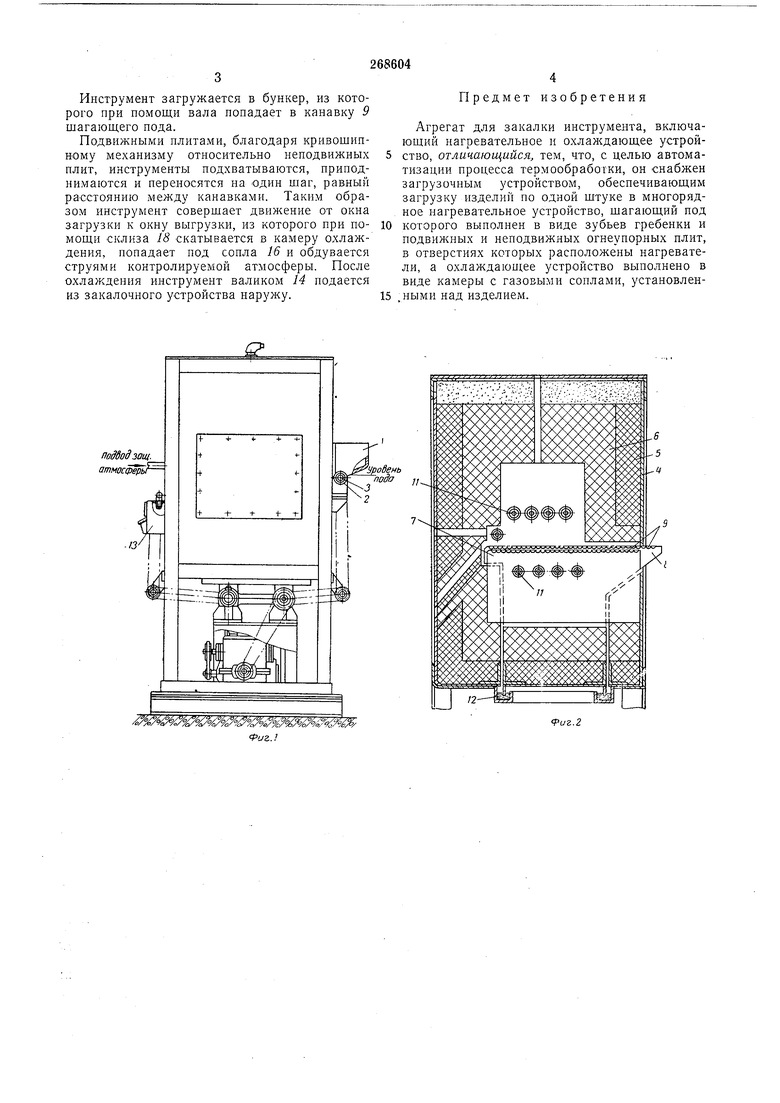
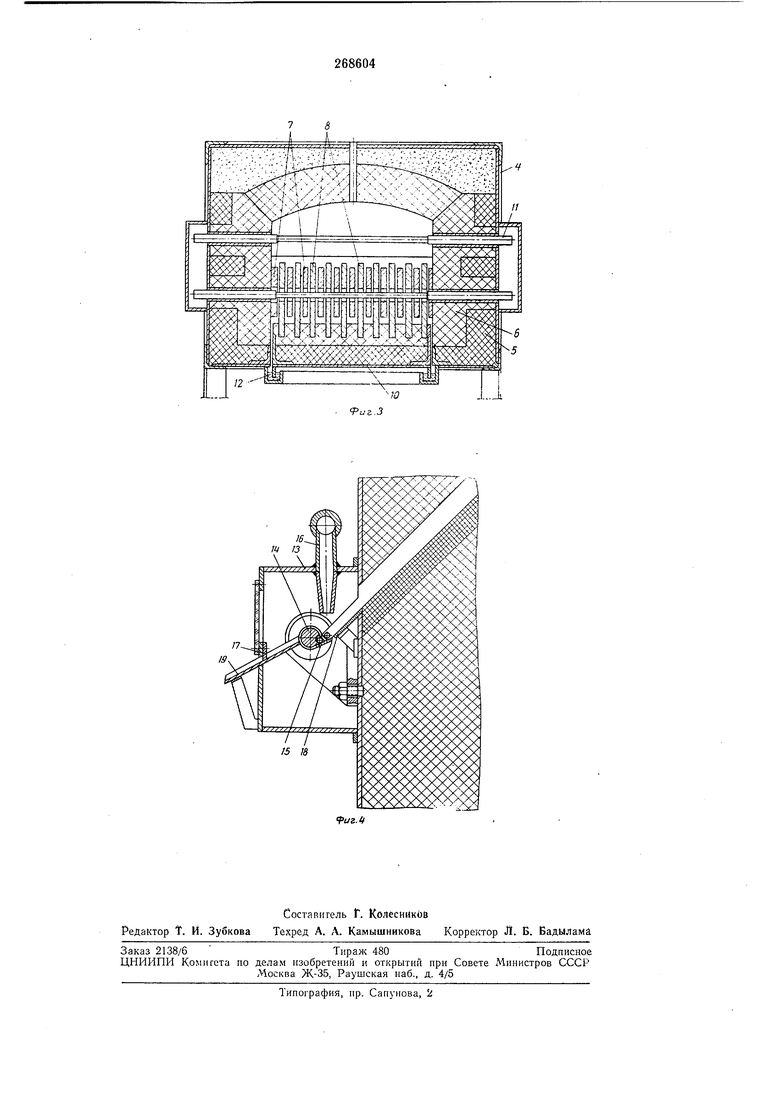
На фиг. 1 - общий вид предлагаемого агрегата; на фиг.. 2 - продольный разрез нагревательной камеры с шагающим подом; на фиг. 3 - поперечный разрез; на фиг. 4 - охлаждающее устройство.
/, в дне которого в специальной обойме 2 имеется зал 5 для укладки инструмента в один ряд на под нагревательного устройства. Нагревательная камера представляет собой металлический 4, футерованный теплоизоляционной 5 и огнеупорной кладкой 6. Под камеры имеет гребенку из неподвижных 7 и подвижных 8 плит, расположенных так, что каждая неподвижная плита находится между подвижными. Верхние ребра плит имеют поперечные канавки 9. Подвил ные плиты смонтированы в каркасе 10.
Для нагрева камеры применены силитовые нагреватели // (нагреватели могут быть выполнены в виде пламенных излучающих труб). Герметизация пода осуществляется при помощи масляных затворов 12. Охлаждающая камера состоит из кожуха 13, внутри камеры расположен валик 14 с гребенками 15.
В верхней части камеры находится обдувочное устройство, состоящее из ряда сопл 16. В торце камеры имеется прорезь, перекрываемая пластиной 17. Нагревательная камера
соединена с охлаждающей камерой склизом 18, а охлаждающая камера имеет склиз 19 для выдачи инструмента.
Инструмент загружается в бункер, нз которого при помощи вала нопадает в канавку 9 шагающего нода.
Подвижными плитами, благодаря кривошипному механизму относительно неподвижных плит, инструменты подхватываются, приподнимаются и переносятся на один шаг, равный расстоянию между канавками. Таким образом инструмент совершает движение от окна загрузки к окну выгрузки, из которого при помощи склиза 18 скатывается в камеру охлаждения, иопадает под сопла 16 и обдувается струями контролируемой атмосферы. После охлаждения инструмент валиком 14 иодается из закалочного устройства наружу.
Предмет изобретения
Агрегат для закалки инструмента, включаюпдий нагревательное и охлаждающее устройство, отличающийся, тем, что, с целью автоматизации процесса термообработки, он снабжен загрузочным устройством, обеспечивающим загрузку изделий по одной штуке в многррядное нагревательное устройство, шагающий под которого выполнен в виде зубьев гребенки и подвижных и неподвижных огнеупорных плит, в отверстиях которых расположены нагреватели, а охлаждаюп1ее устройство выполнено в виде камеры с газовыми соплами, установленными над изделием.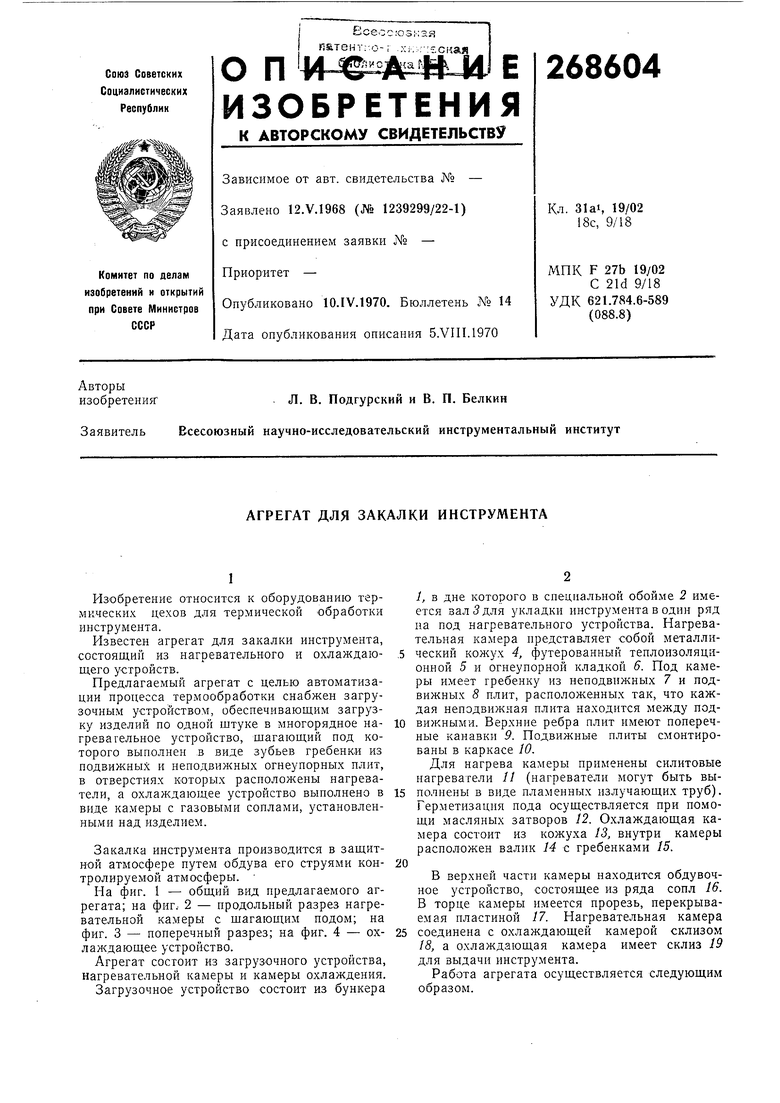
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия бездеформационной термообработки деталей | 1989 |
|
SU1759910A1 |
| Карусельная электропечь для термообработки мелких деталей | 1979 |
|
SU857683A1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| Туннельная многоярусная печь | 1976 |
|
SU657225A1 |
| НАГРЕВАТЕЛЬНАЯ ПЕЧЬ | 1971 |
|
SU309218A1 |
| Установка для бездеформационной закалки полос | 1974 |
|
SU707980A1 |
| Агрегат для правки и закалки деталей | 1984 |
|
SU1294847A1 |
| ПЕРЕНОСНАЯ ВАКУУМНАЯ ПЕЧЬ ДЛЯ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕЛКОРАЗМЕРНОГО ИНСТРУМЕНТА И КОНСТРУКЦИОННЫХ ДЕТАЛЕЙ | 1992 |
|
RU2006773C1 |
| Щелевая электропечь | 1982 |
|
SU1032309A1 |
| Многоканальная туннельная электрическая печь | 1976 |
|
SU658385A1 |
подбодзощ. атмосу.
уровень пода „
fiJZ. 1
Риг.2
1Ц
,ц
