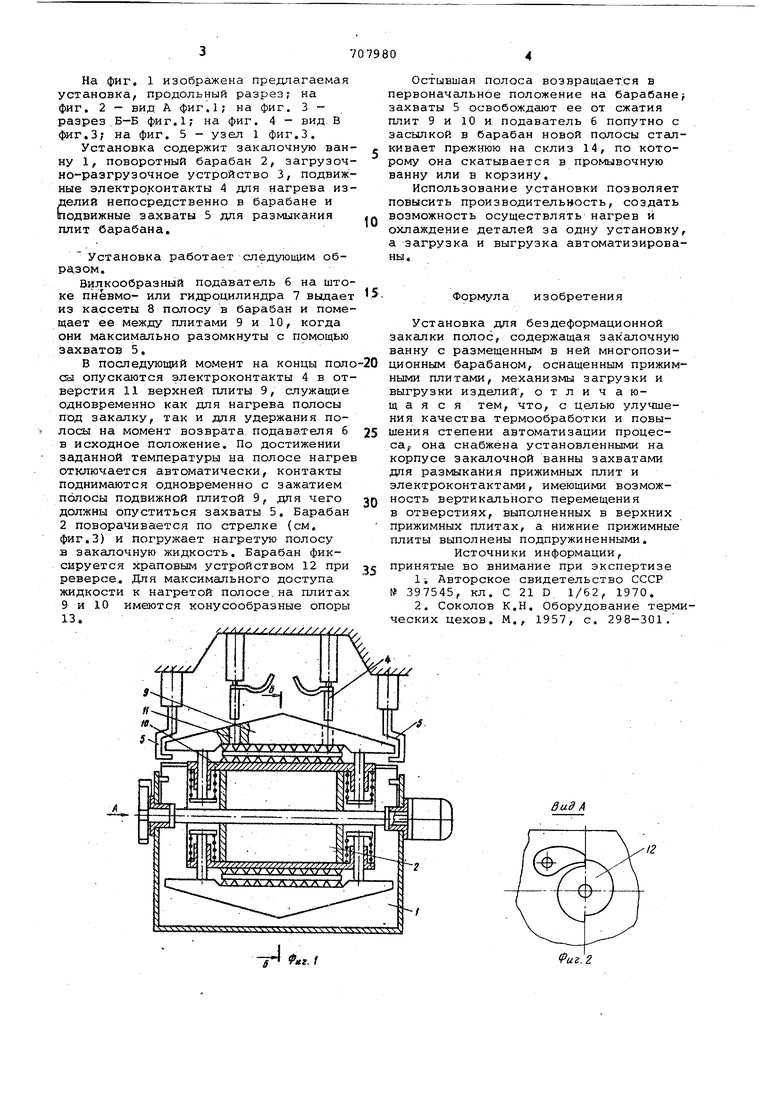
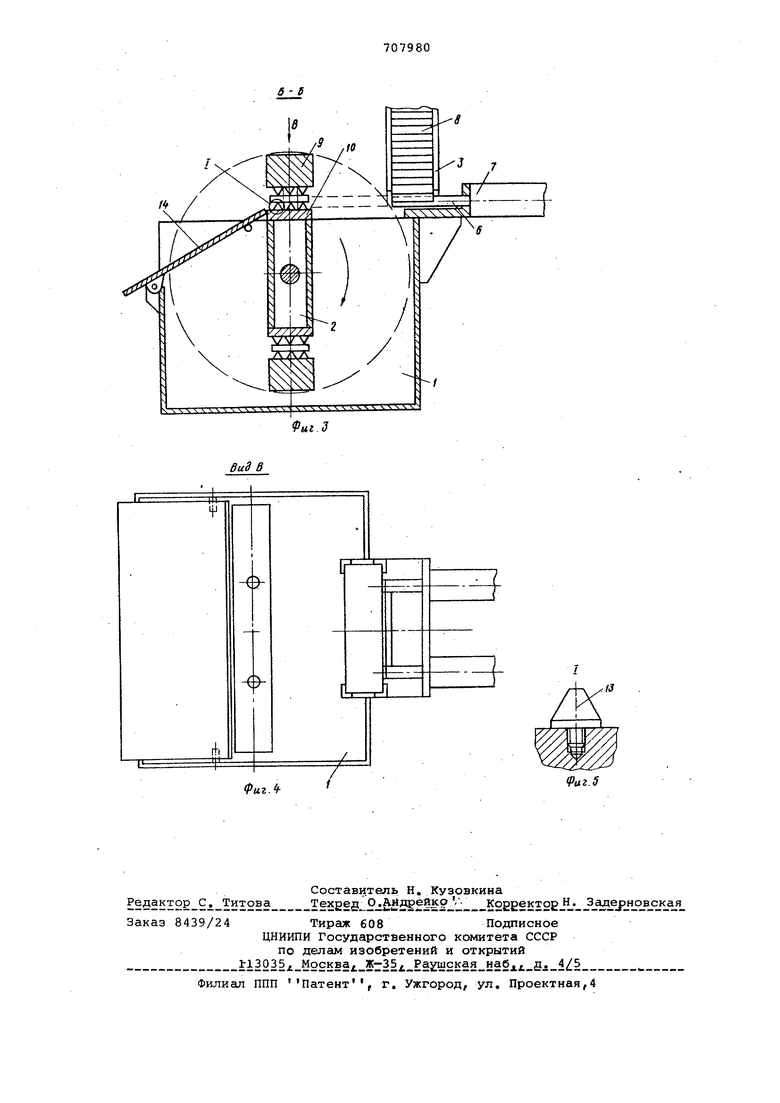
Изобретение относится к машиностроению и может быть использовано для термообработки плоских полос. Известно устройство для закалки листового проката, содержащее закалочную ванну с форсунками и механизм зажима, выполненный из неподвижных плит и траверсы, смонтированных на колоннах и расположенной между ними подвижной плиты. Механизм зажима шарнирно укреплен на стойках закалочной ванны и снабжен рычажной системой, соединенной с приводом для наклонного перемещения 1. Недостатком этого устройства является автономность выполнения нагревательного устройства и ванны, низкая производительность и отсутствие возможности автоматизации .опе раций . Известна установка дтя бездеформа ционной закалки полос, содержащая закалочную ванну с размещенньом в ней многопозиционным барабаном, оснащенным прижимными плитами, механизмы загрузки и выгрузки изделий 2. Недостатком установки является не высокое качество термообработки из-з значительного промежутка времени меж ду окончанием нагрева заготовок и их охлаждением в закалочной ванне, а также из-за необходимости их перегрузки из нагревательных печей в закалочный барабан. Снижение качества изделий из-за указанных причин проявляется в зиде локальных отклонений твердости от заданной, и также в виде обуглероживания поверхностного слоя. К недостаткам следует отнести автономность нагревающего устройства,загрузочного устройства и устройства выгрузки, что приводит к усложнению конструкции и недостаточно полной автоматизации процесса термообработки в целом. Цель изобретения - улучшение качества термообработки и повышение степени автоматизации процесса в целом. Поставленная цель достигается тем, что установка снабжена установленными, на корпусе закалочной ванны захватами для размыкания прижимных плит и электроконтактами, имеющими возможность вертикального перемещения в отверстиях, выполненных в верхних прижимных плитах, а нижние.прижимные плиты выполнены подпружиненными, На фиг. 1 изображена предлагаемая установка, продольный разрез на фиг. 2 - вид А фиг,1; на фиг. 3 разрез.Б-Б фиг.1; на фиг. 4 - вид В фиг.З; на фиг. 5 - узел 1 фиг.З. Установка содержит закалочную ванну 1, поворотный барабан 2, загрузочно-раэгрузочное устройство 3, подвижные эдектроконтакты 4 для нагрева изделий непосредственно в барабане и подвижные захваты 5 для размыкания плит барабана. Установка работает следующим образом. Вилкообразный подаватель б на штоке пневмо- или гидроцилиндра 7 выдает из кассеты 8 полосу в барабан и поме щает ее между плитами 9 и 10, когда они максимально разомкнуты с помощью захватов 5. В последующий момент на концы пол сы опускаются электроконтакты 4 в от верстия 11 верхней плиты 9, служащие одновременно как для нагрева полосы под закалку, так и для удержания полосы на момент возврата, подавателя 6 в исходное положение. По достижении заданной температуры на полосе нагре отключается автоматически, контакты поднимаются одновременно с зажатием полосы подвижной плитой 9, для чего должны опуститься захваты 5. Барабан 2 поворачивается по стрелке (см, фиг.З) и погружает нагретую полосу S закалочную жидкость. Барабан фиксируется храповым устройством 12 при реверсе.. Для максимального доступа жидкости к нагретой полосе.на плитах 9 и 10 имеются конусообразные опоры 13. -s г. / Остывшая полоса возвращает;ся в ервоначальное положение на барабане захваты 5 освобождают ее от сжатия лит 9 и 10 и подаватель 6 попутно с засылкой в барабан новой полосы стсшкивает прежнюю на склиз 14, по котоому она скатывается в промывочную ванну или в корзину. Использование установки позволяет повысить производительность, создать возможность осуществлять нагрев и охлаждение деталей за одну установку, а загрузка и выгрузка автоматизированы. Формула изобретения Установка для бездеформационной закалки полос, содержащая закалочную ванну с размещенным в ней многопозиционным барабаном, оснащенным прижимными плитами, механизмы загрузки и выгрузки изделий , отличающаяся тем, что, с целью улучшения качества термообработки и повышения степени автоматизации процесса, она снабжена установленными на корпусе закалочной ванны захватами для размыкания прижимных плит и электроконтактами, имеющими возможность вертикального перемещения в отверстиях, выполненных в верхних прижимных плитах, а нижние прижимные плиты выполнены подпружиненными. Источники информации, принятые во внимание при экспертизе I; Авторское свидетельство СССР № 397545, кл. С 21 D 1/62, 1970. 2. Соколов К.Н. Оборудование термических цехов. М., 1957, с. 298-301,
| название | год | авторы | номер документа |
|---|---|---|---|
| АГРЕГАТ ДЛЯ ЗАКАЛКИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1972 |
|
SU330203A1 |
| Установка для закалки изделий | 1983 |
|
SU1321758A1 |
| УСТРОЙСТВО ДЛЯ ЗАКАЛКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ДУГООБРАЗНОЙ ФОРМЫ | 2003 |
|
RU2240357C1 |
| Закалочная ванна с псевдоожиженнымСлОЕМ | 1978 |
|
SU850695A1 |
| Установка для обработки изделий и устройство для закалки | 1983 |
|
SU1209722A1 |
| АГРЕГАТ ДЛЯ ЗАКАЛКИ ИЗДЕЛИЙ | 1968 |
|
SU207950A1 |
| Установка для термообработки стержневых изделий | 1989 |
|
SU1740441A1 |
| Установка для индукционной закалки концов длинномерных изделий | 1989 |
|
SU1730178A1 |
| Электроконтактная установка для термической обработки изделий | 1985 |
|
SU1312110A1 |
| Установка для восстановления упругости пружин | 1986 |
|
SU1388440A1 |
-(rl.
ittt
Т
uг.
13
