Известен снособ поперечно-винтовой прокатки труб, включающий нрокатку заготовки на короткой плавающей оправке с профилем рабочей поверхности, обратным профилю валков в бочкообразных валках, имеющих поверхность, составленную из входного и выходного участков в виде усеченных конусов, обращенных один к другому большими основаниями.
Цель настоящего изобретения - повысить стабильность течения процесса и облегчить условия захвата.
Это достигается тем, что между входным и выходным конусными участками располагают два дополнительных конусных участка в виде усеченных конусов, обращенных один к другому меньщими основаниями.
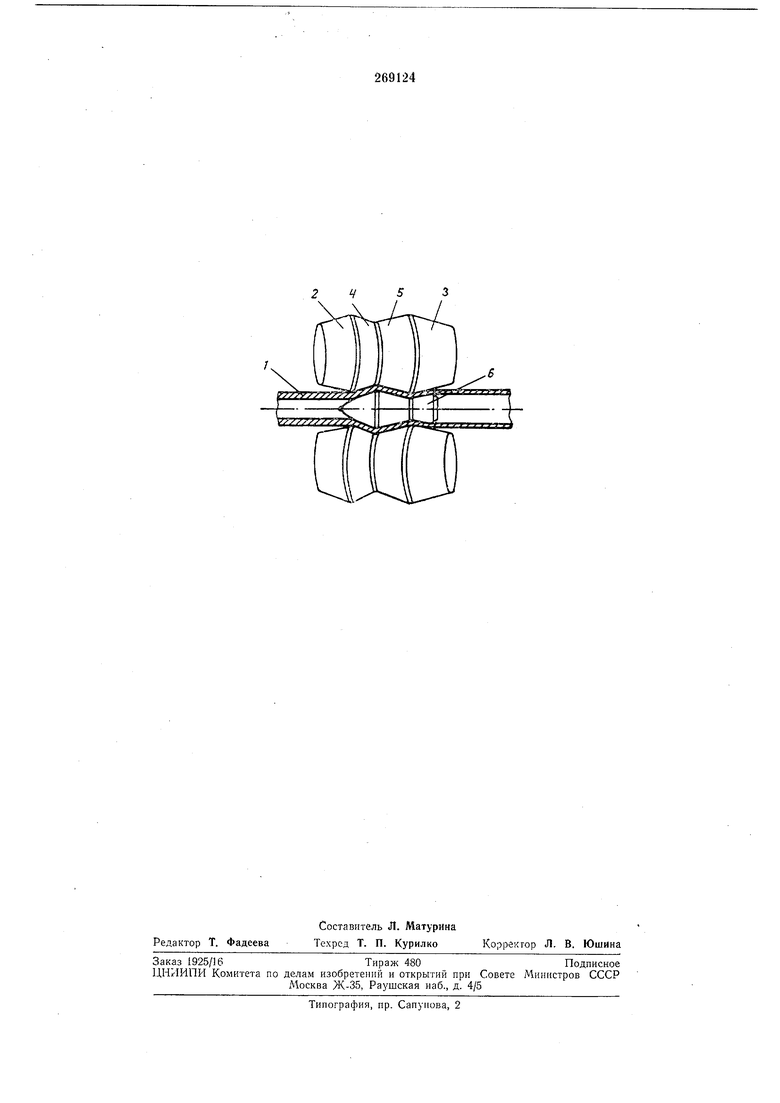
На чертеже схематично изображена прокатка труб, осуществляемая предлагаемым способом.
Заготовку 1 задают в валки, поверхность которых составлена из входного 2, выходного 3 и двух промежуточных 4 я 5 участков в виде конусов, обращенных один к другому меньщими основаниями.
Профиль оправки 6 обратен профилю валков. В начальный момент оправка, упираясь в конус 5 валков, удерживается в очаге деформации. Затем после прохождения металлом
конуса 4 и входа во второй конус 5 оправка выталкивается за счет сил, возникающих в процессе деформации во втором .промежуточном конусе и направленных нротив хода прокатки.
Усилия, направленные на выталкивание оправки из очага деформации, компенсируются горизонтальной составляющей трения, направленной вдоль оси прокатки, втягивающей
заготовку в валки и обеспечивающей как продвижение заготовки вперед, так и удержание оправки в очаге деформации.
Предмет изобретения
Способ поперечно-винтовой прокатки труб, включающий прокатку заготовки на короткой плавающей оправке с профилем рабочей поверхности, обратным профилю валков в бочкообразных валках, имеющих поверхность, составленную из входного и выходного участков в виде усеченных конусов, обращенных друг к другу больщнми основаниями, отличающийся тем, что, с целью повыщенпя стабильности течеиия процесса и облегчения условий захвата,
между входным и выходным конусными участками расиолагают два доиолннтельных конусных участка в виде усеченных конусов, обращенных друг к другу меньщими основаниями.
2 V53
| название | год | авторы | номер документа |
|---|---|---|---|
| Валок для винтовой прокатки труб на трехвалковом стане | 1978 |
|
SU749471A1 |
| ВАЛОК СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1969 |
|
SU246454A1 |
| Технологический инструмент трехвалкового раскатного стана | 1977 |
|
SU598666A1 |
| Технологический инструмент для продольной прокатки труб | 1976 |
|
SU586936A1 |
| Технологический инструмент стана винтовой прокатки | 1986 |
|
SU1404129A1 |
| СПОСОБ ПОЛУЧЕНИЯ БЕСШОВНЫХ ТРУБ | 2011 |
|
RU2455092C1 |
| Технологический инструмент стана винтовой прошивки | 1978 |
|
SU727246A1 |
| Линейка прошивного стана | 1980 |
|
SU910241A1 |
| Технологический инструмент для винтовой прошивки | 1978 |
|
SU753505A1 |
| Технологический инструмент для винтовой раскатки труб | 1983 |
|
SU1115821A1 |