Известна машина карусельного типа для сборки платиновых выводов со стеклянными бусами методом сварки в пламени газовых горелок. Однако для обеспечения надежности ее работы необходимы выводы и бусы заранее отбракованные по допускам. Кроме того, в процессе эксплуатации машины в связи с износом деталей нарушается точность центровки механизмов, подающих выводы и бусы относительно их посадочных мест. Это удорожает процесс сборки.
Предложенный автомат отличается тем, что для увеличения надежности и точности процесса сборки вывода с бусой, т. е. попадания вывода в посадочное гнездо держателя-спутника, являющегося составной частью цепного конвейера, периодически подающего держатели-спутники к загрузочным устройствам, в зону сварки и на разгрузку, держатель-спутник выполнен в виде упругого стержня с эксцентричным смещенным посадочным гнездом под вывод. Нижний торец упругого стержня помещен во втулку, снабженную средствами для его вращения, а на верхнем торце - закреплена графитовая пробка с ферромагнитной гайкой. На позициях загрузки выводов и бус расположены электромагниты, сообщающие стержню колебательное движение.
относительно друг друга частей, соединенных Т-образным выступом, входящим в Т-образный паз с зазором, который является компенсатором погрешностей приводных механизмов.
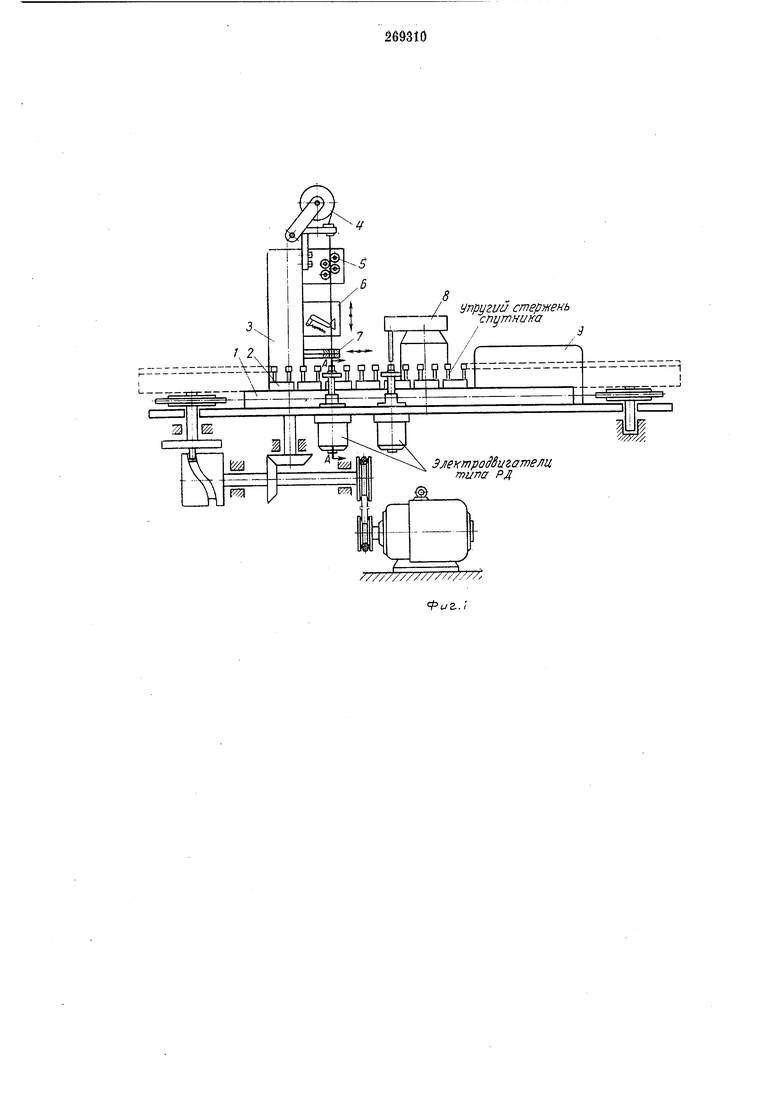
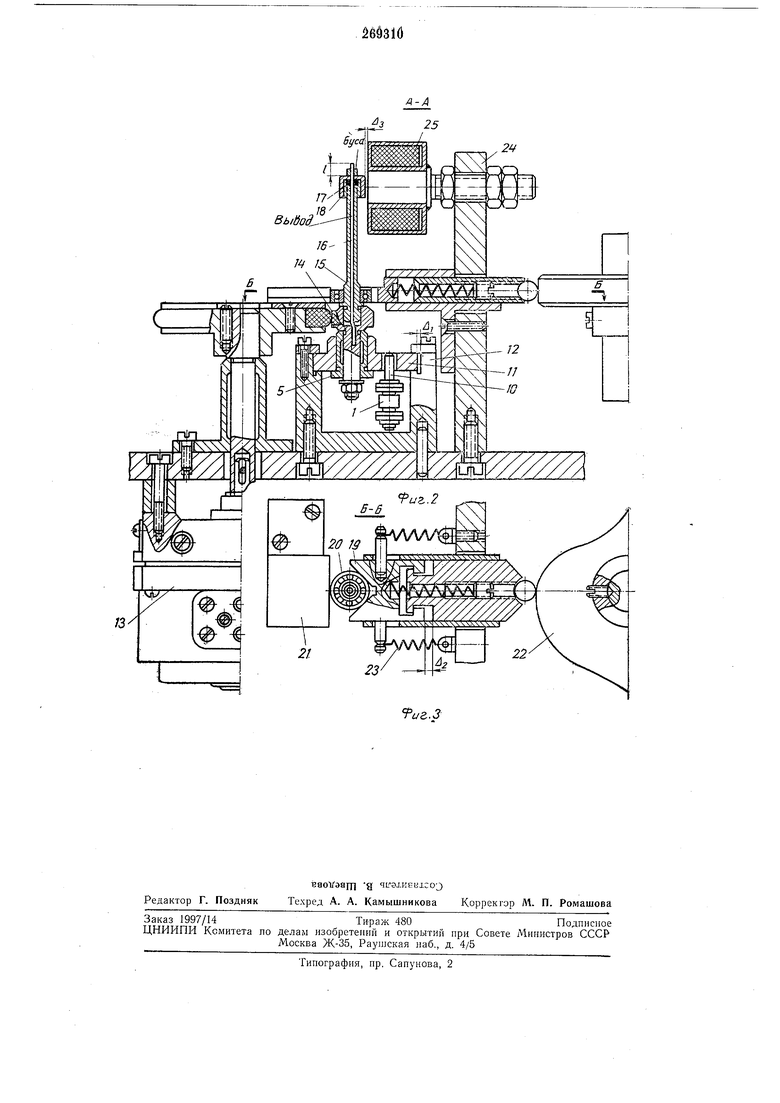
На фиг. 1 показана схема автомата; на фиг. 2 - держатель-спутник в зоне загрузки вывода; на фиг. 3 - прижимная призма.
Зона загрузки бус аналогична зоне загрузки вывода.
Автомат представляет собой периодически движущийся от привода -цепной конвейер /, транспортирующий держатель-спутник 2. Узел 3 изготовления и загрузки вывода содержит катушку 4 с платинитовой проволокой, ролики 5 для ее правки, ползун 6 подачи проволоки и нож 7, отрезающий проволоку по заданному размеру вывода. Загруженные в держатели-спутники выводы подаются из вибробункера 8 в зону загрузки бус. Далее держатели
спутники с загруженными и строго ориентированными один относительно другого выводами и бусами проходят через туннельный радиационный электронагреватель 9, состоящий из двух нихромовых пластин.
Г1ри прохождении держателей-спутников через автоматический съемник происходит разгрузка собранной арматуры. ляющим 12 с зазором Аь В ползуне расположена вращающаяся в подшипнике от электродвигателя 13 оправка 14, в которую запрессовап упругий стержень 15 с эксцентричным посадочным гпездом 16 для вывода. На верхнем торце стержня закреплена графитовая пробка 17 при помощи гайки 18. Вывод своим концом входит в посадочное отверстие оправки 14, смещенное на величину /, что обеспечивает фиксированное положение его с задан-10 ным размером /. При остановке держателяспутника в зоне загрузки вывода или бусы его положение строго фиксируется специальной призмой 19, прижимающей подшипник 20 к жесткому упору 21. Рабочий ход призмы осу-15 ществляется кулачком 22, а ее возврат - пружинами 23. Для надежной фиксации держателя-спутника и ликвидации погрешностей механизмов его подачи призма выполнена из двух частей,20 подпружиненных относительно одна другой и соединенных между собой Т-образным выступом, входящим в Т-образный паз с зазором Ла, выбирающим эти погрешности. . На кронштейне 24 закреплен электромагнит25 25, который установлен относительно ферромагнитной гайки с требуемым зазором Аз. Для надежного попадания вывода в отверстие упругого стержня и надежной насадки бусы на вывод стержень, вращаясь, вибриру-30 ет от электромагнита, в результате чего проекция продольной оси упругого стержня за каждый его оборот описывает сложную траек5торию, образующую овальную площадь, которая, значительно превышает сумму всех потрещностей: погрешности механизмов подач держателя-спутника и его ориентации, погрешности базирующих элементов и погрешности на выводы и бусы. Предмет изобретения 1. Автомат для сборки деталей полупроводниковых приборов типа вал-втулка, содержащий цепной конвейер с держателям.и-спутниками, узел изготовления и загрузки выводов, узел загрузки бус, нагревательное устройство, автоматический съемник собранных деталей, отличающийся тем, что, с целью увеличения надежности и точности процесса сборки, его держатель-спутник выполнен в виде упругого стержня с эксцентричным гнездом под вывод; нижний торец упругого стержня помещен во втулку, снабженную средствами для его вращения, а на верхнем торце упругого стержня закреплена графитовая пробка с ферромагнитной гайкой, причем на позициях загрузки выводов и бус расположены электромагниты, сообщающие стержню колебательное движение. 2. Автомат по п. 1, отличающийся тем, что фиксирующая держатель-спутник призма соетоит из двух подпружиненных одна относительной другой частей, соединенных Т-образным выступом, входящим в Т-образный паз с зазором, который является компенсатором погрешностей приводных механизмов.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАВИВКИ ПРУЖИН с ДВУМЯ ВЕТВЯМИ ПРОТИВОПОЛОЖНОГО НАПРАВЛЕНИЯ | 1971 |
|
SU424644A1 |
| УСТРОЙСТВО для ВЫРАЩИВАНИЯ MOHOKF«H«4?t«JlOB-•'.. J | 1967 |
|
SU190864A1 |
| СБОРОЧНАЯ РУКА | 1969 |
|
SU252843A1 |
| РОТОРНО-КОНВЕЙЕРНАЯ МАШИНА ДЛЯ ОБРАБОТКИИЗДЕЛИЙ | 1971 |
|
SU307878A1 |
| АВТОМАТ ДЛЯ СБОРКИ ДЕТАЛЕЙ ТИПА ВАЛИК-ВТУЛКА | 1973 |
|
SU382496A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ДЕТАЛЕЙ ТИПА ВАЛ—ВТУЛКАВ МАГНИТНОМ ПОЛЕ | 1972 |
|
SU430984A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ПРОВОЛОКИ | 1970 |
|
SU265849A1 |
| МАШИНА ДЛЯ СБОРКИ, НАГРЕВА, ОКИСЛЕНИЯ, ПРЕССОВКИ И СПЕКАНИЯ БАЛЛОНОВ ПОЛУПРОВОДНИКОВЫХ ДИОДОВ И АНАЛОГИЧНЫХ ИЗДЕЛИИ | 1970 |
|
SU286084A1 |
| КОНТРОЛЬНО-СОРТИРОВОЧНЫЙ АВТОМАТ | 1966 |
|
SU179953A1 |
| АВТОМАТ ДЛЯ СБОРКИ ВИНТА С ГАЙКОЙ | 1971 |
|
SU292748A1 |