Изобретение относится к электронной промышленности, в частности к технологическому оборудованию для изготовления полупроводниковых приборов: приварки выводов к элементам транзисторов, пленочных и твердых интегральных схем и к траверсам этих приборов.
Извстны следующие основные типы установок для приварки выводов к элементам полупроводниковых приборов, содержащие сварочный инструмент, совмещенный с проволокой, и механизм подачи и отрезки проволоки: первый, использующий капилляры из стекла, стали, твердых сплавов или рубина (установки «Vockuell PR-56, Великобритания, «Контакт-4, СССР и др.); второй, использующий инструмент типа «птичий клюв (фирма «Киlicke and Soffa, мод. 406, США, Контакт-2А, СССР и др.); третий, использующий инструмент типа «пгла-капилляр (фирма «Токио Сэимицу, Япония).
По окончании операции соединения контактов с траверсами в этих установках проволока отрезается ногкпицами, пламенем водородной горелки («капилляры) или отрывается за счет соответствующего движения инструмента или проволоки «птичий клюв и «иглакапилляр). Однако эти установки оставляют больщие концы проволоки («усы) за местом сварки при отрезке ножницами или пламенем.
Песта бильность расположения места обрыва проволоки приводит к частой перезаправке проволоки при работе на установках с отрывом. Кроме того, для этих установок характерна низкая производительность сварочных операций из-за автономного управления инструментом и каждым из механизмов.
Для новышения производительности сварочных операций и повыщения качества отрезки микропроволоки после сварки предложено устройство, отличающееся тем, что на сварочном инструменте и направляющем капилляре ме:.анизма подачи проволоки выполнены режущие кромки, причем направляющий капилляр укреплен на поворотном относительно инструмента держателе, в направляющих которого установлен параллельно направляющему капилляру ползун с шарпирно закрепленным на кем прижимным элементом, воздействующим через прорезь в направляющем капилляре на микропроволоку. Прижимной элемент приводится в движение установленным на держателе рычагом, один конец которого входит в прорезь ползуна.
Для изменения усилия проволоки и длины ее подачи на прижимном элементе и держателе капилляра установлены регулируемые упоры.
ненной на сварочном инструменте, у самого шва.
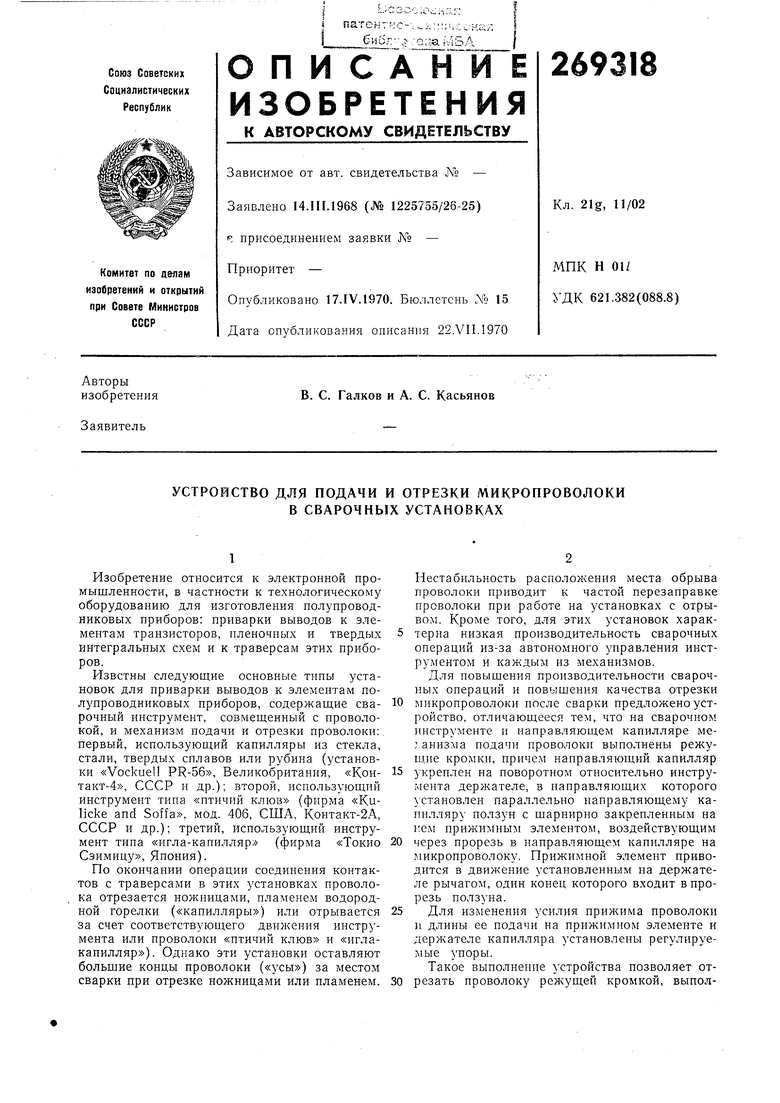
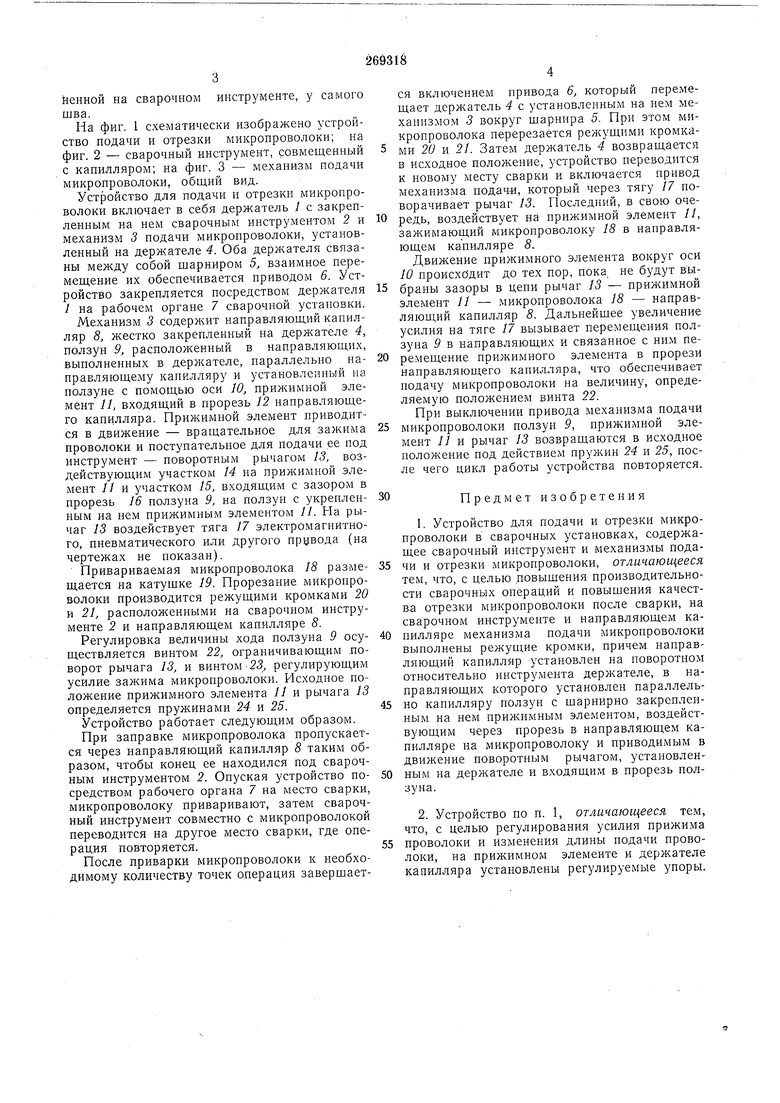
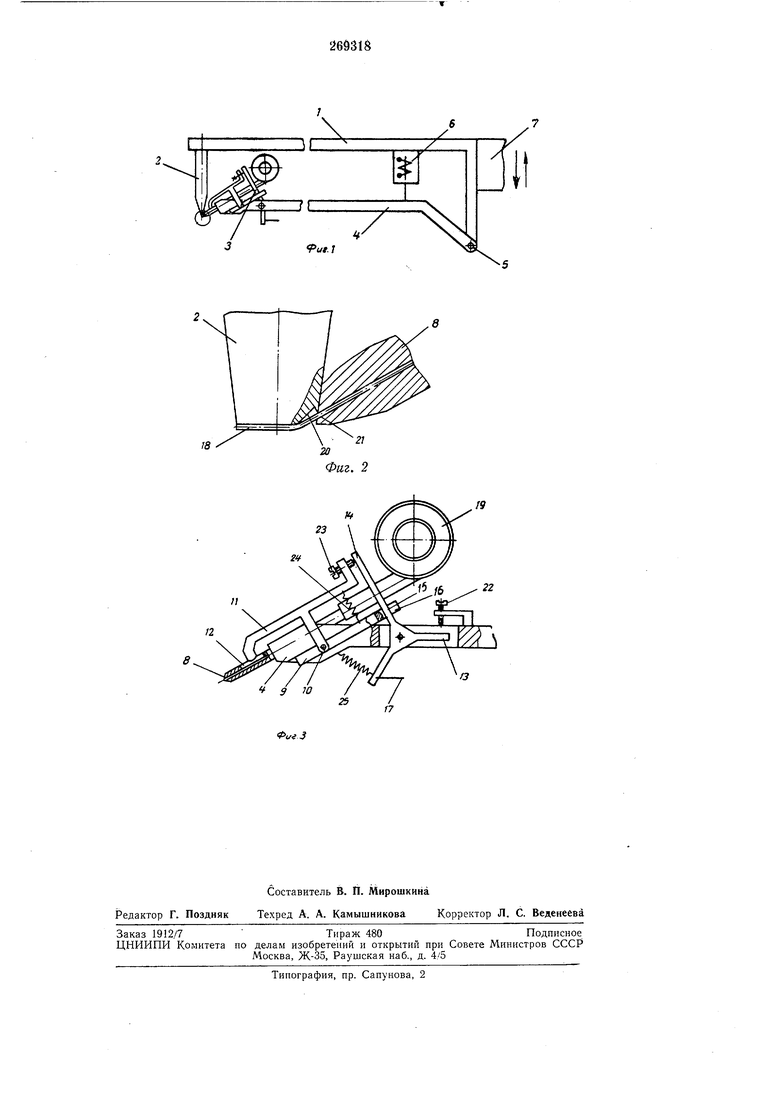
На фиг. 1 схематически изображено устройство подачи и отрезки микропроволоки; на фиг. 2 - сварочный инструмент, совмещенный с капилляром; на фиг. 3 - механизм подачи микропроволоки, общий вид.
Устройство для подачи и отрезки микроироволоки включает в себя держатель / с закрепленным на нем сварочным инструментом 2 и механизм 5 подачи микроироволоки, установленный на держателе 4. Оба держателя связаны между собой шарниром 5, взаимное перемещение их обеспечивается приводом 6. Устройство закрепляется посредством держателя / на рабочем органе 7 сварочной установки.
Механизм 3 содержит направляющий капилляр 8, жестко закрепленный на держателе 4, ползун 9, расположенный в направляющих, выполненных в держателе, параллельно направляющему капилляру и установленный на ползуне с помощью оси 10, прижимной элемент //, входящий в прорезь 12 нанравляющего капилляра. Прижимной элемент приводится в движение - вращательное для зажима проволоки и поступательное для подачи ее под инструмент - поворотным рычагом 13, воздействующим участком 14 на прижимной элемент 11 -л участком 15, входящим с зазором в прорезь 16 ползуна 9, на ползун с укрепленным на нем прижимным элементом //. На рычаг 13 воздействует тяга 17 электромагнитного, пневматического или другого прувода (на чертежах не показан).
Привариваемая микропроволока 18 размещается на катушке 19. Прорезание микропроБолоки производится режущими кромками 20 и 21, расположенными на сварочном инструменте 2 и направляющем капилляре S.
Регулировка величины хода ползуна 9 осуществляется винтом 22, ограничивающим .поворот рычага 13, и винтом25, регулирующим усилие зажима микропроволоки. Исходное положение прижимного элемента 11 и рычага 13 определяется пружинами 24 и 25.
Устройство работает следующим образом.
При заправке микропроволока пропускается через направляющий капилляр 8 таким образом, чтобы конец ее находился под сварочным инструментом 2. Опуская устройство посредством рабочего органа 7 на место сварки, микропроволоку приваривают, затем сварочный инструмент совместно с микропроволокой переводится на другое место сварки, где операция повторяется.
После приварки микропроволоки к необходимому количеству точек операция завершается включением привода 6, который перемещает держатель 4 с установленным на нем механизмом 3 вокруг шарнира 5. При этом микропроволока перерезается режущими кромками 20 и 21. Затем держатель 4 возвращается в исходное положение, устройство нереводится к новому месту сварки и включается нривод механизма подачи, который через тягу 17 иоворачивает рычаг 13. Последний, в свою очередь, воздействует на прижимной элемент 11, зажимающий микропроволоку 18 в направляющем капилляре 8.
Движение прии :имного элемента вокруг оси 10 происходит до тех пор, пока, не будут выбраны зазоры в цепи рычаг 13 - прилсимной элемент 11 - микропроволока /S - направляющий капилляр 8. Дальнейшее увеличение усилия на тяге 17 вызывает перемещения ползуна 9 в направляющих и связанное с ним перемещение прижимного элемента в прорези направляющего кaпиЛv яpa, что обеспечивает подачу микропроволоки на величину, определяемую положением винта 22.
При выключении привода механизма подачи
микропроволоки ползун 9, прижимной элемент У/ и рычаг 13 возвращаются в исходное положение под действием пружин 24 и 25, после чего цикл работы устройства повторяется.
Предмет изобретеиия
1. Устройство для подачи и отрезки микропроволоки в сварочных установках, содержащее сварочный инструмент и механизмы подачи и отрезки микропроволоки, отличающееся тем, что, с целью повышения производительности сварочных операций и повышения качества отрезки микропроволоки после сварки, на сварочном инструменте и направляющем капилляре механнзма подачи микропроволоки выполнены режущие кромки, причем направляющий капилляр установлен на поворотном относительно инструмента держателе, в направляющих которого установлен параллельно капилляру ползун с щарнирно закрепленным на нем прижимным элементом, воздействующим через прорезь в направляющем капилляре на микропроволоку и приводимым в движение поворотным рычагом, установленным на держателе и входящим в прорезь ползуна.
2. Устройство по п. 1, отличающееся тем, что, с целью регулирования усилия прижима проволоки и изменения длины подачи проволоки, на прижимном элементе и держателе капилляра установлены регулируемые упоры.
JL
fut.I
/
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для приварки мостиков из микропроволоки к контактным площадкам | 1983 |
|
SU1082586A1 |
| Устройство для приварки микропроволоки | 1978 |
|
SU737168A1 |
| Способ приварки мостиков из микропроволоки к контактным площадкам | 1981 |
|
SU1031683A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ И ОТРЕЗКИ МИКРОПРОВОЛОКИ | 1973 |
|
SU398015A1 |
| Устройство для приварки мостиков из микропроволоки к контактным площадкам | 1982 |
|
SU1038143A2 |
| Установка для присоединения про-ВОлОчНыХ ВыВОдОВ | 1979 |
|
SU821100A1 |
| Инструмент для микросварки | 1980 |
|
SU899303A1 |
| Способ подачи микропроволоки в зону ее соединения с контактной площадкой | 1982 |
|
SU1082591A1 |
| Устройство для приварки мостиков из микропроволоки к контактным площадкам | 1981 |
|
SU967726A1 |
| Устройство для приварки мостиков из микропроволоки к контактным площадкам | 1979 |
|
SU867573A1 |
/9
22
/3
