Известны полуавтоматы для протягивания длинных изделий, состоящие из станины, кривошипно-шатунного механизма, привода, ползуна с зажимным устройством, резцедержателя с резцами.
Предлагаемый полуавтомат отличается тем, чю зажимное устройство выполнено в виде эксцентрикового захвата, смонтированного на оправке. Два рычага захвата расположены симметрично и выполнены двуплечими. Короткие плечи их, взаимодействуя с подпружиненной штангой при ее встрече с упором, новорачивлются относительно осей, раздвигают противоположными плечами эксцентриковые рычаги и освобождают заготовки.
На цилиндрической части оправки равномерно расположены по ее длине кольцевые вытечки, в одну из которых вставлены два полукольца, определяющих положение оправки относительно торца кольцевой выточки ползуна.
Резцедержатель с резцами установлен на стойке под острым углом относительно оси протягиваемой заготовки, а ниже осевой линии помещен упор.
Все это позволяет автоматизировать выгрузку протянутых заготовок, изменять длину вылета оправки с эксцентриковым захватом и удерживать без вибрации протягиваемую заготовку.
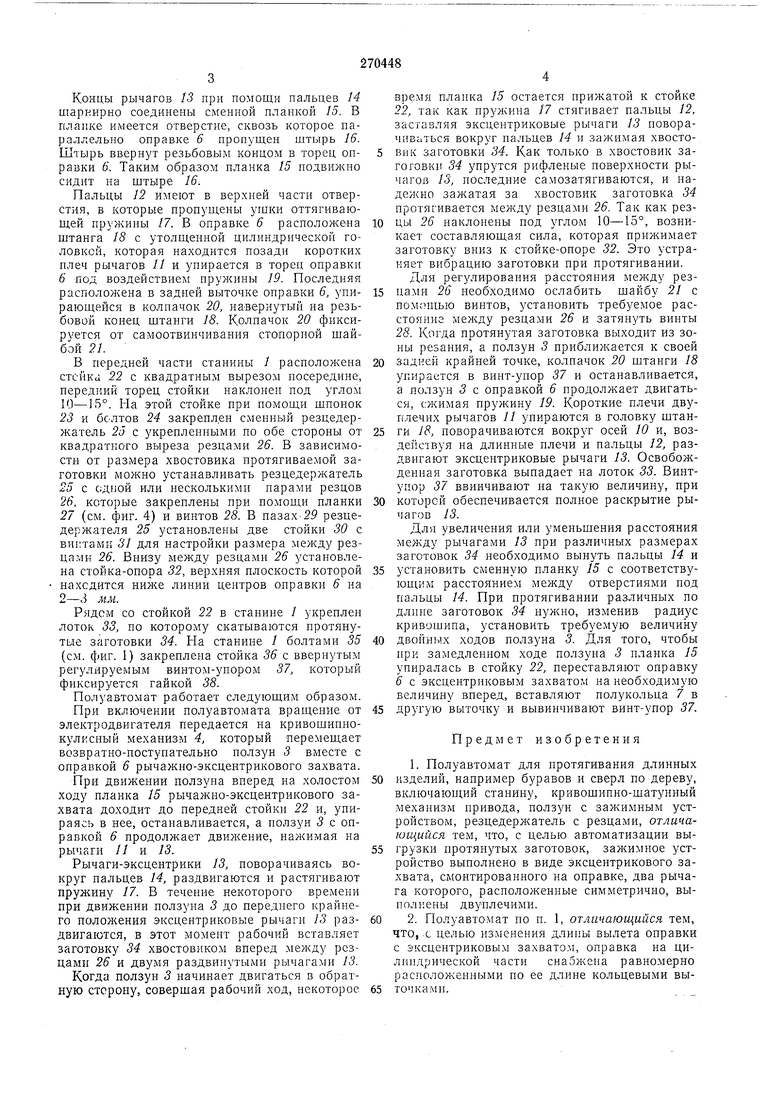
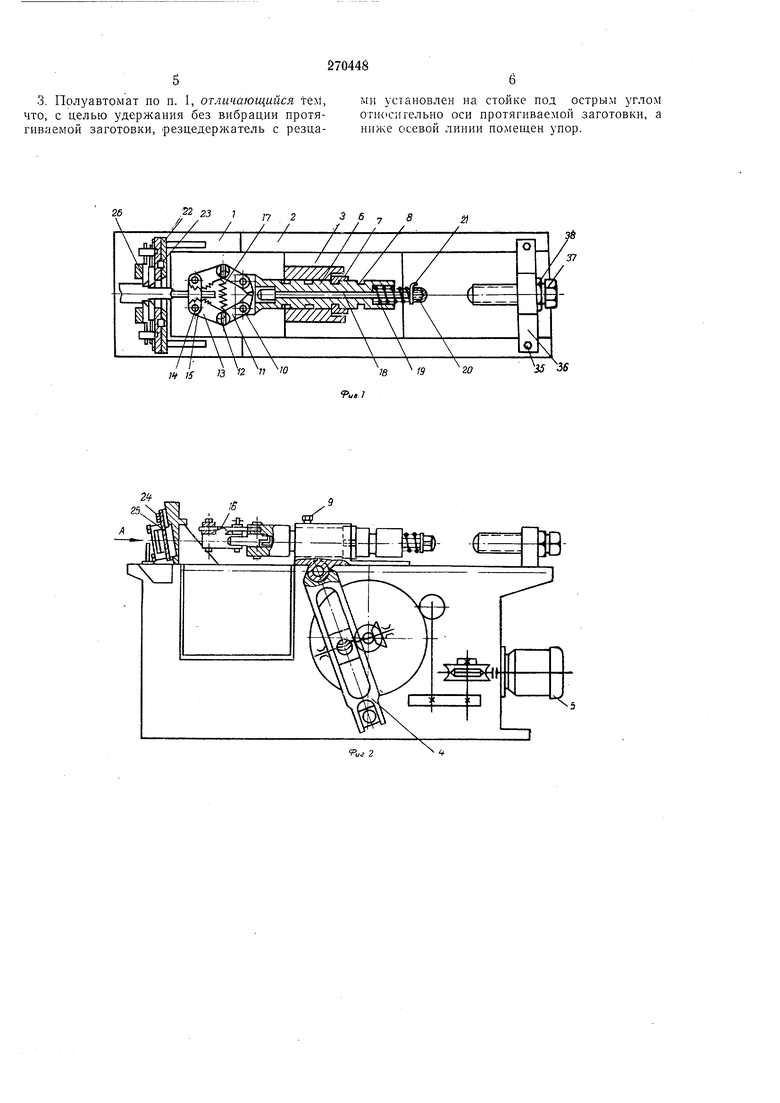
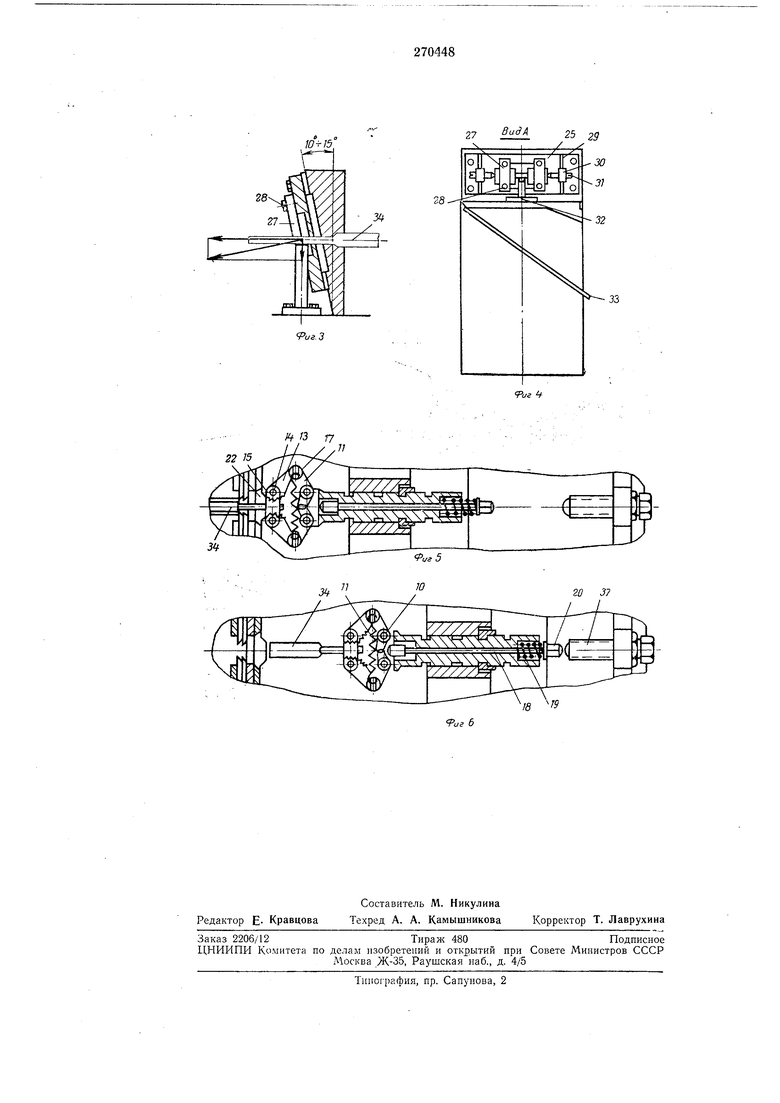
На иг. 1 показана кинематическая схема предлагаемого полуавтомата; на фиг. 2 - то же, вид сверху; на фиг. 3 - схема действия сил Б наклонно расиоложеииом резцедержателе; на фиг. 4 - вид по стрелке А на фиг. 2; на фиг. 5 - захват с раскрытием эксцентриковых рычагов от переднего упора во время загрузки; на фиг. 6 - захват с раскрытием эксцентриковых рычагов от заднего упора во время выгрузки.
Иа станине 1 коробчатого типа расположен н,1 направляющих 2 ползун 3, приводимый в возвратно-поступательное движение кривошипно-кулисным механизмом 4 от электр одвигателя 5. В верхней части иолзуиа 3 в продольнсе отверстие вставлена полая оправка б , закрепленная двумя полукольцами 7. Полукольца вставлены в одну из кольцевых выточек 8 оиравки 6 и упираются выступающими наружу торцами в торец выточки ползуна 3. Оправка 6 окончательно фиксируется винтом 9 после того, как вставляется с полукольцами 7 в отверстие ползуна 3.
На переднюю утолщенную часть оправки б в прорези на двух осях 10 шарнирно посажены два двуплечих рычага 11. Длинные плечи рычгтов соединены пальцами J2 с эксцентриковь л и рычагами 13, эксцентриковая часть которых выполнена рифленой для лучшего сиеглення с заготовкой в момент ее зажима. Концы рычагов 13 при помощи пальцев 14 шарнирно соединецы сменной планкой 15. В планке имеется отверстие, сквозь которое параллельно оправке 6 пропущен штырь 16. Штырь ввернут резьбовым концом в торец оп- 5 равки 6. Таким образом планка 15 подвижно сидит на щтыре 16. Пальцы 12 имеют в верхней части отверстия, в которые пропущены ущки оттягивающей прзжины 17. В оправке 6 расположена штанга 18 с утолщенной цилиндрической головкой, которая находится позади коротких цлеч рычагов // и упирается в торец оправки 6 под воздействием пружины 19. Последняя расположена в задней выточке оправки 6, упи- 15 рающейся в колпачок 20, навернутый на резьбовой конец щтанги 18. Колпачок 20 фиксируется от самоотвинчивания стопорной щайбой 21. В передней части станины 1 расположена 20 стойка 22 с квадратным вырезом посередине, передний торец стоики паклонеи под углом 10-15°. На этой стойке при иомощи шпонок 23 и болтов 24 закреплен сменный резцедержатель 25 с укрепленными по обе стороны от25 квадратпого выреза резцами 26. В зависимости от размера хвостовика протягиваемой заготовки можно устанавливать резцедержатель ia с одной или несколькими парами резцов 26, которые закреплены при помощи планки30 27 (см. фиг. 4) и винтов 28. В пазах-29 резцедержателя 25 установлены две стойки 30 с виктамн 31 для настройки размера между резцамрг 26. Внизу между резцами 26 установлена стойка-опора 32, верхняя плоскость которой35 нахсдится ниже линии центров оправки 6 на 2-3 мм. Рядом со стойкой 22 в станине / укреплен лоток 33, по которому скатываются протянутыс заготовки 34. На станине 1 болтами 5540 (см. фиг. I) закреплепа стойка 36 с ввернутым регулируемым винтом-упором 37, который фиксируется гайкой 38. Полуавтомат работает следующим образом. При включении полуавтомата вращение от45 электродвигателя передается на кривошипнокулксный механизм 4, который перемещает возвратно-поступательно ползун 5 вместе с оправкой 6 рычажно-эксцентрикового захвата. При движении ползуна вперед на холостом50 ходу планка 15 рычажио-эксцентрикового захвата доходит до передней стойки 22 и, упираясь в нее, останавливается, а нолзун 5 с оправкой 6 продолл ает движение, нажимая па рычаги 11 и 13. Рычаги-эксцентрики 13, поворачиваясь вокруг пальцев 14, раздвигаются и растягивают пружину 17. В течение некоторого времени при движении ползуна 5 до переднего крайнего полол ;ения эксцентриковые рычаги 13 раз- 60 двигаются, в этот момент рабочий вставляет заготовку 34 хвостовиком вперед между резцами 26 и двумя раздвинутыми рычагами 13. 10 55 время плапка 15 остается прижатой к стойке 22, так как пружина 17 стягивает пальцы 12, заставляя эксцентриковые рычаги 13 поворачнваться вокруг пальцев 14 и зажимая хвостовик заготовки 34. Как только в хвостовик заготовки 34 упрутся рифленые поверхности рычагов 13, последние самозатягиваются, и надежно зажатая за хвостовик заготовка 34 протягивается между резцами 26. Так как резцы 26 наклонены под углом 10-15°, возникает составляющая сила, которая прижимает заготовку вниз к стойке-опоре 32. Это устраняет вибрацию заготовки при протягивании. Для регулироваиия расстояния между резцами 26 необходимо ослабить шайбу 21 с винтов, установить требуемое расстояние между резцами 26 и затянуть винты 28. Когда протянутая заготовка выходит из зоны резания, а ползун 3 приближается к своей задней крайней точке, колпачок 20 штанги 18 упирается в винт-упор 37 и останавливается, а ползун 3 с оправкой 6 продолжает двигаться, сжимая пружину 19. Короткие плечи двуплечих рычагов // упираются в головку штанги iS, поворачиваются вокруг осей 10 и, воздействуя на длинные плечи и пальцы 12, раздвигают эксцентриковые рычаги 13. Освобожденная заготовка выпадает на лоток 33. Винтупор 37 ввинчивают на такую величину, при которой обеспечивается полное раскрытие рычагов 13. Длл увеличения или уменьшения расстояния между рычагами 13 цри различных размерах заготовок 34 необходимо вынуть пальцы 14 и установить сменную планку 15 с соответствующим расстоянием между отверстиями иод пальцы 14. При протягивании различных по длине заготовок 34 цужпо, изменив радиус кривошипа, установить требуемую величину двойных ходов ползуна 3. Для того, чтобы нри замедленном ходе ползуна 3 планка 15 упиралась в стойку 22, переставляют оправку 6 с эксцентриковым захватом на необходимую величину вперед, вставляют полукольца 7 в другую выточку и вывинчивают винт-упор 57. Предмет изобретения 1. Полуавтомат для протягивания длинных изделий, например буравов и сверл по дереву, включающий станину, кривощипно-шатунный механизм привода, ползун с зажимным устройством, резцедерл атель с резцами, отличающийся тем, что, с целью автоматизации выгрузки протянутых заготовок, залсимпое устройство выполнено в виде эксцентрикового захвата, смонтированного на оправке, два рычага которого, расположенные симметрично, выполнены двуплечими. 2. Полуавтомат по п. 1, отличающийся тем, то, с целью изменения длины вылета оправки с эксцентриковым захватол, оправка на цилиндрической части снабжена равномерно расположенными но ее длине кольцевыми вы3. Псхпуавтомат по п. 1, отличающийся тем, что, с целью удержания без вибрации протягиваемой заготовки, резцедержатель с резцами установлен на стойке под острыга углом отнссигельно оси протягиваемой заготовки, а ниже осевой линии помещен упор.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЬБОТОКАРНЫЙ ПОЛУАВТОМАТ С НЕРЕВЕРСИВНЫМ ШПИНДЕЛЕМ | 1969 |
|
SU241904A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ ПРОВОЛОКИ ДЕТАЛЕЙ ТИПА ШТЫРЕЙ | 1971 |
|
SU414034A1 |
| Полуавтомат для сборки пластинчатых магнитопроводов трансформаторов | 1986 |
|
SU1399827A1 |
| Токарно-расточной станок | 1979 |
|
SU948542A1 |
| Автомат для резки капиллярных труб | 1986 |
|
SU1360919A1 |
| Приспособление к токарному станку для нарезания резьбы | 1987 |
|
SU1546216A1 |
| Клещевая подача для универсально-гибочных автоматов с приводом от центральной шестерни | 1987 |
|
SU1547916A1 |
| Режуще-резьбонакатная головка | 1986 |
|
SU1315180A1 |
| МАШИНА ДЛЯ ШТАМПОВКИ СЕТКИ ИЗ ЛИСТОВОГО МАТЕРИАЛА | 2001 |
|
RU2202428C2 |
| Клепальный станок | 1975 |
|
SU526432A1 |
,7ГТ.Л
ч
3S 36
го
ВадА
25 23
27 ч
3J
32
33
/ 3 77
/8
