Изобретение относится к области машиностроения и предназначено для одновременной или раздельной окончательной обработки наружной и внутренней цилиндрических новерхностей деталей с гладкими или ступенчагы.ми поверхностями различных нрофилей, а также деталей, имеюших на цилиндрических поверхностях отверстия любых размеров.
Известны многороликовые обкатные устройства для чистовой обработки цилиндрических поверхностей деталей, включающие наружный корпус с накатными роликами, дорн, соосно установленный с наружным корпусом, центрирующие люнеты и центрирующий зажимной патрон. Однако такие устройства не обеспечивают обработку деталей, имеющих ступенчатые переходы.
Для одновременной обработки за один проход внутренней и наружной поверхностей с различными профилями предлагается устройство, в котором дорн вынолнен в виде пневмогидроусилителя, причем в корпусе головки последнего размещены центрирующие и накатные ролики, установленные в поршнях, имеющих возможность радиального перемещения навстречу накатным роликам наружного корпуса, объединенного с пневмогидроусилителем одной гидросистемой.
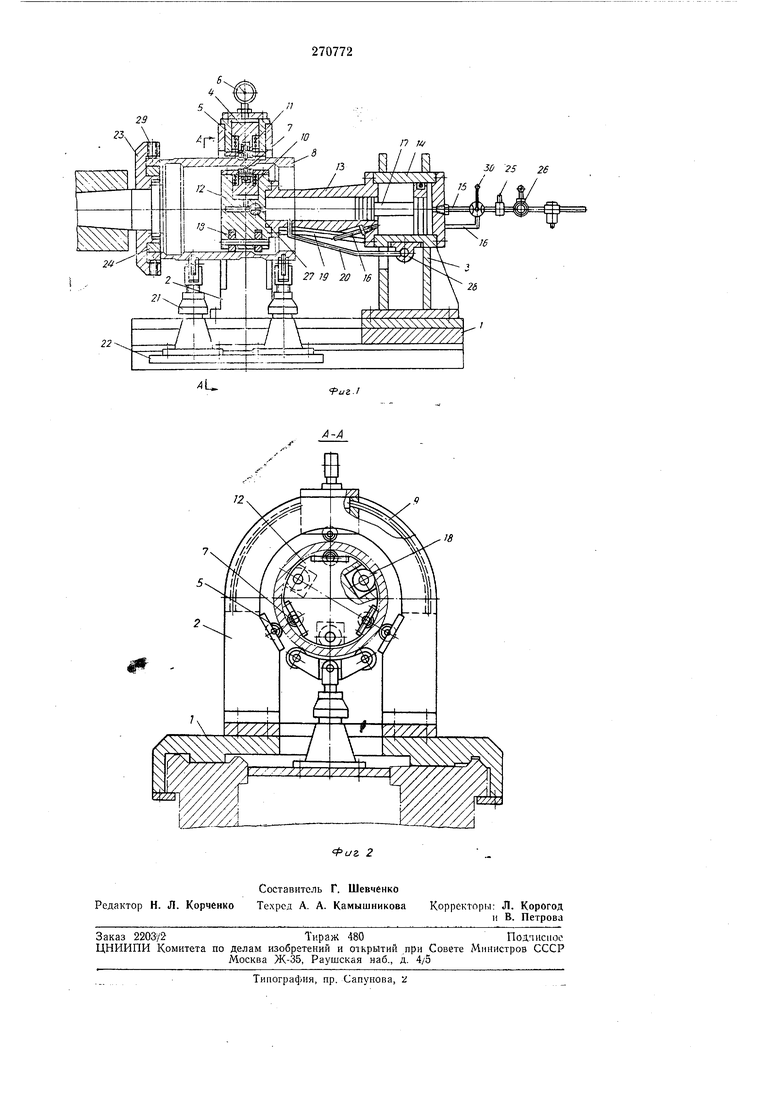
На обыдей плите / соосно помещены и зафиксированы наружный корпус 2 i дорн 3. Наружный корпус снабжен тремя подвнжными поршнями 4, расположенными под углом 120°, на которых закреилеиы обкатные ролики 5, вращающиеся на игольчатых роликах с упорными щарикоподшипниками на торцах. Поршни 4 с роликалги 5 могут двигаться в радиальном направлении от гидросистемы. На
верхней части наружного корпуса 2 установлен манометр 6, контролирующий давление наружных роликов 5 и внутренних роликов 7 на обрабатывае.мые поверхности детали 8. Цилиндры наружного корпуса 2 соединяются между собой двумя трубка.ми Р.-Для возвращения поршней 4 и 10 с роликами 5 и 7 в исходное положение, а также для предотвращения гидравлического удара служат пружины 11.
Дорн 3, выполненный в виде пневмогидроусилителя, состоит из корпуса головки 12 и двух кориусов - цилиндров 13 и 14, в которых от силы давления воздуха, поступающего через рукава 15 и 16 двигателя, неремещается ступенчатый поршень 17 (влево или вправо). В корпусе головки 12 расположены под углом 120° три подвижных порщня 10, в которых установлены обкатные ролики 7. Поршнн 10 приводятся в движение навстречу
Для центрирования и направления обрабатываемой детали 8 слулсит три пары шарикоподшипников 18, расположенных в корпусе головки 12. Цилиндры наружного корпуса 2 и дорна 3 соединены между собой двумя трубками 19 и 20. Ролики 5 наружного корпуса находятся в одной вертикальной нлоскости с роликами 7 дорна. Плита 1 перемеш.ается по направляющим станины станка вместе с наружным корпусом и дорном при помоши продоль.ного суппорта станка, к которому она прикреплена. Люнеты 21 установлены на нлите 22 к служат для загрузки и предварительной центровки детали 8. Патрон 23 с центровиком 24 закреплен на шпинделе станка и используется для установки и центрирования детали 8. Для равномерности упрочнения, контролирования и регулирования давления роликов 5 и 7 установлено и включено в электросистему станка реле давления 25. С этой же целью последовательно расположен регулятор давления воздуха 26 с манометром. В каналы пневмогидроцилиндра помеш,епы краны 27 и 28, которые соответственно перекрываются при необходимости обработки только одной поверхности (наружной или внутренней).
Для одновременной обработки наружных и внутренних кромок отверстий, расположенных на обрабатываемых поверхностях, между крышкой цилиндра и торцом поршня выполнен зазор, ограничиваюш,ий ход поршня с роликом.
Устройство работает следующим образом.
Деталь 8 кладут на люнеты 21, надвигают на центровик 24 и нажимают сухарикал1и 29 патрона 23. Затем в зону накатки при номощи суппорта станка вводят наружный корнус 2 и дорн 3. Обрабатываемой детали 8 сообщается вращательное движение от патрона 23, установленного на шпинделе станка, после чего поворотом рукоятки пневмокрана 30 подается воздух в цилиндр дорна 3 через рукав 15, который, воздействуя на ступенчатый порщень 17, перемещает его влево и передает давление второй ступенью на жидкость, заполняющую все цилиндры корпуса головки 12 и наружного корпуса 2 через трубки 19 и 20. Жидкость перемещает порщни 4 10 вместе с роликами 5 и 7 в радиальном направлении навстречу друг другу до контакта со стенками
детали о, на которых замыкаются и равномерно раснределяются силы давления роликов, при этом геометрическая форма обрабатываемой детали не искажается. Одновременно с подачей воздуха включается продольная подача суппорта станка и подача обкатных роликов 5 и 7. При контакте обкатн.ых роликов с выступами поверхности обрабатываемой детали 8 возникают отжимающие эти ролики силы, которые, ностоянно взаимодействуя с постоянно прижимающей силой от пневмогидроусилителя, перемещают обкатные ролики 5 и 7 независимо друг от друга соответственно профилю обрабатываемой новерхнссти, и поверхность
равномерно упрочняется.
Равномерность силы давления обкатных роликов 5 VI 7 на обрабатываемые поверхности детали 5 обеспечивается и контролируется регулятором давления воздуха 26 и реле давления 25.
При падении давления воздуха станок автоматически отключается. При окончании процесса обкатки воздух подается в противоположную сторону цилиндра 14 через рукав 16
при номощи пневмокрана 30. Происходит отжим обкатных роликов 5 и 7, и вместе с корпусом 2 устройство выводится из зоны обкатки (вправо) при помощи суппорта станка. При необходимости обработки только наружной или виутренней поверхности детали перекрывается соответственно кран 27 или 28.
Предмет изобретения
Многороликовое обкатное устройство для чистовой обработки цилиндрических поверхностей деталей, включающее наружный корпус с накатными роликами, дорн, соосно установленный с наружным корпусом, центрирующие
люнеты и центрирующий зажимной патрон, отличающееся тем, что, с целью одновременной обработки за один проход внутренней и наружной поверхностей, имеющих различные профили, дорн выполнен в виде пневмогидроусилителя, в корпусе головки которого размещены центрирующие и накатные ролики, установленные в поршнях, имеющих возможность радиального перемещения навстречу накатным роликам наружного корпуса, объединенного с
ппевмогидроусилителем общей гидросистемой.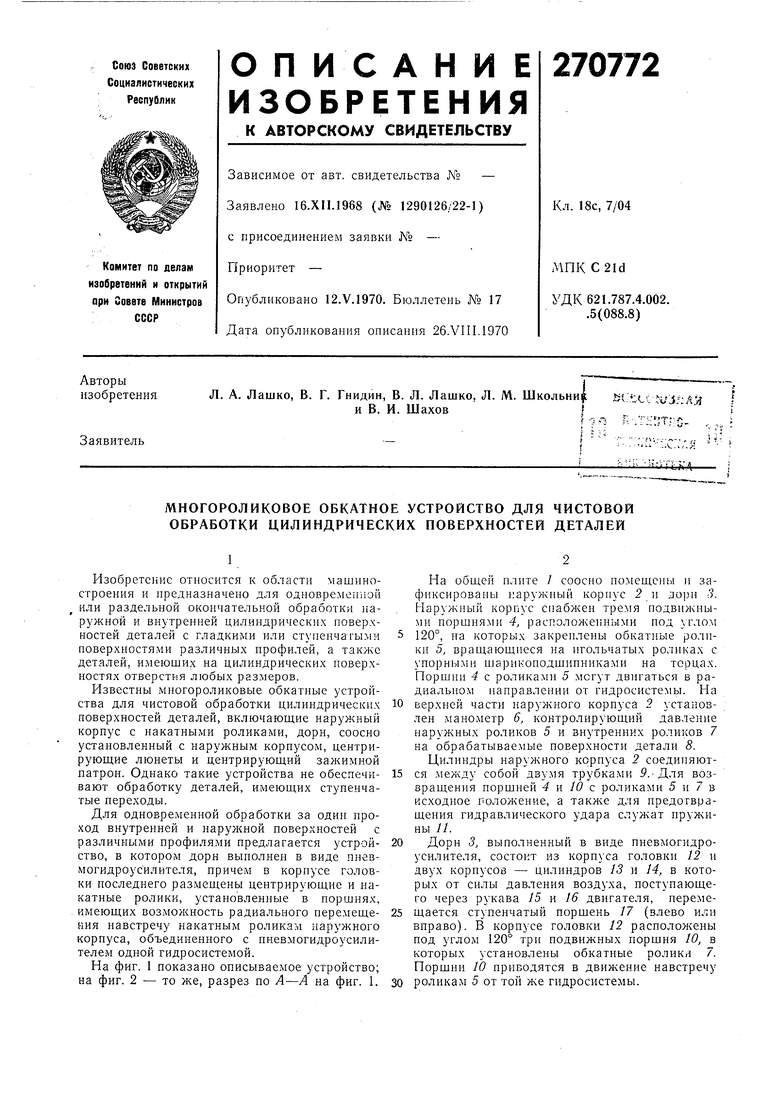
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для упрочнения валов накаткой | 1979 |
|
SU1303383A1 |
| УСТРОЙСТВО ДЛЯ НАКАТЫВАНИЯ КАНАВОК | 1973 |
|
SU385661A1 |
| УСТРОЙСТВО ДЛЯ УПРОЧНЯЮЩЕЙ ОБКАТКИ РОЛИКАМИ НАРУЖНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2005 |
|
RU2316419C2 |
| КРУГЛОПАЛОЧНЬГй СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ЦИЛИНДРИЧЕСКОГО И ФАСОННОГО ПРОФИЛЯ | 1969 |
|
SU240227A1 |
| Устройство для комбинированной обработки цилиндрических поверхностей | 1989 |
|
SU1639940A1 |
| ВЕРТИКАЛЬНО-ШЛИФОВАЛЬНЫЙ СТАНОКВСЕСОЮЗНАЯa^T?HlHO-HXu"iE:ifARБИБЛИОТЕКА | 1971 |
|
SU315570A1 |
| ВНУТРЕННИЙ САМОЦЕНТРИРУЮЩИЙ ЛЮНЕТ | 2013 |
|
RU2542045C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИНТОВЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2121405C1 |
| УСТРОЙСТВО ДЛЯ НАКАТЫВАНИЯ ГАЛТЕЛЕЙ ШЕЕК ТЯЖЕЛЫХ КОЛЕНЧАТЫХ ВАЛОВ | 1966 |
|
SU179785A1 |
| РЕЗЬБОНАКАТНОЙ СТАНОК | 2000 |
|
RU2220019C2 |