Изобретение относится к области обработки металлов давлением н может быть иснользовано при изготовлении труб и профилей непрерывным прессованием.
Способ получения труб и профилей путем непрерывного прессования заготовок в контейнере, основанный на свариваемости металла под давлением, известен.
Однако он не обеспечиваем
надлежащего эпления на ней качества поверхности из-за с: большого количества газовы
и воздушных нузырей, выпрессовываемых вместе с изделием.
С целью повышения качества наружной поверхности по описываемому способу прессование ведут с лрессостатком, толш,ина которого меньше мертвой зоны контейнера.
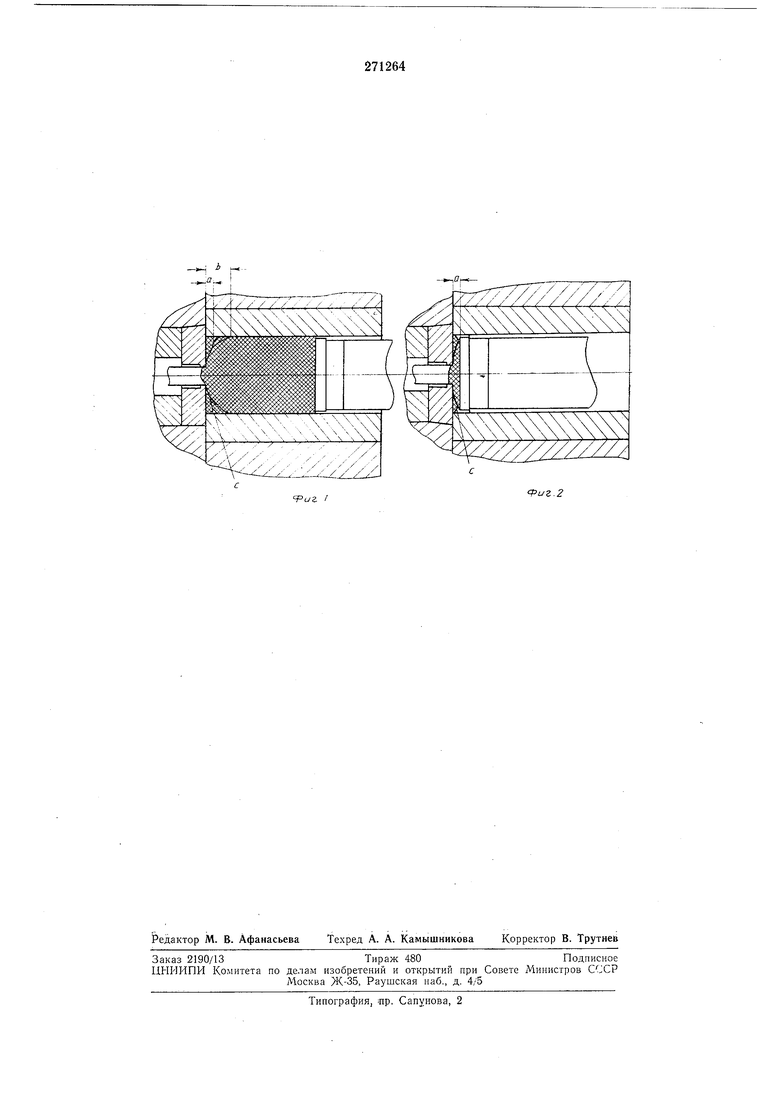
На фиг. 1 показана схема непрерывного прессования по предлагаемому способу в основной фазе; на фиг. 2 - в конечной фазе.
Непрерывное прессование осуществляется заготовка за заготовкой. Прессование каждой заготовки ведется с прессостатком, толщина а которого значительно меньше длины b мертвой зоны. В результате этого остатки сжатогл воздуха (объем с) остаются на поверхности мертвой зоны, а в конце прессования - на поверхности прессостатка. Носле прессования
каледой заготовки прессостаток выталкивается нз контейнера, обеспечивая выход из него сжатого воздуха и отделение пресс-шайбы. Прессостаток не отделяется; .при номощи мундштука пресса он вводится снова в контейнер, чем достигается непрерывное прессование без отходов.
При прессовании ло предлагаемому способу качество заготовки и методы нагрева дополнительно регламентировать не требуется.
Оптимальная мертвая зона в контейнере обеспечивается двумя условиями: вытяжка по слитку должна быть не менее 20, а прессуемые изделия должны вписываться в окружность, диаметр которой не должен превышать половины диаметра втулки контейнера.
Предмет изобретения
Способ получения труб и профилей путем непрерывного прессования заготовок в контейнере, основанный на свариваемости металла под давлением, отличающийся тем, что, с целью повышения качества наружной .поверхности, прессование ведут с прессостатком, толшина которого меньше мертвой зоны контейнера.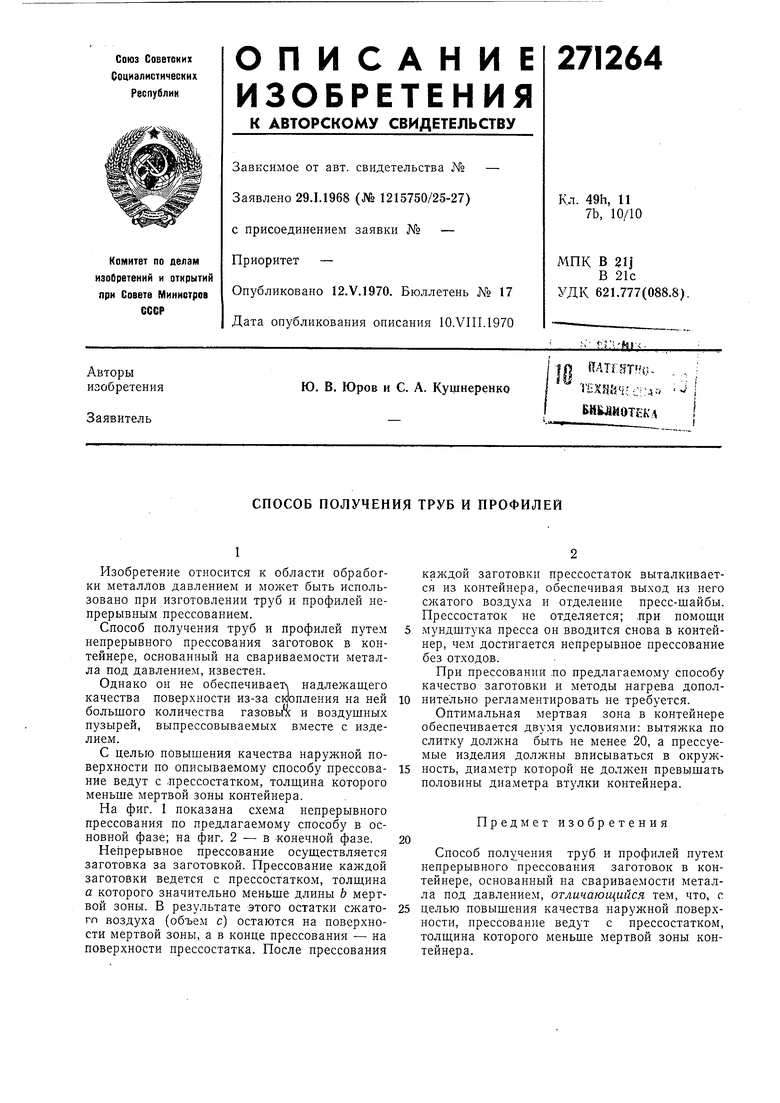
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ полунепрерывного экструдирования легких сплавов | 1976 |
|
SU603455A1 |
| ПРЕСС ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЙ МЕТОДОМ ПРЕССОВАНИЯ | 1973 |
|
SU394123A1 |
| Способ прессования изделий | 1975 |
|
SU683820A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ БЕСШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2007 |
|
RU2351422C1 |
| Непрерывный метод прессования профилей, прутков, труб и проволочной заготовки из цветных металлов и сплавов | 1948 |
|
SU128436A1 |
| Способ изготовления труб изТРудНОдЕфОРМиРуЕМыХ СплАВОВ | 1979 |
|
SU845929A1 |
| Способ и устройство для отделения трубы от прессостатка и матрицы | 1978 |
|
SU774662A1 |
| Прессшайба для прессования изделий | 1976 |
|
SU593765A1 |
| Устройство для выдавливания длинномерных изделий | 1990 |
|
SU1814942A1 |
| Инструмент для прессования изделий | 1981 |
|
SU1107924A1 |