1
Изобретение касается обработки металлов давлением, а более конкретно конструкций прессшайб для непрерывного и полунепрерывного прессования прутков и профилей из легкодеформируемых металлов и сплавов.
Известна прессшайба для прессования изделий с кольцевым пояском увеличенного диаметра и чашеобразным углублением на торце, в которой упругим элементом служит стенка, окаймляющая углубление. В прессшайбе выполнен канал, связывающий углубление с атмосферой и обеспечивающий выпуск воздуха l .
Однако эту прессшайбу характеризует трудоемкость изготовления,сложность конструкции и возможность закупоривания канала Металлом заготовки. К тому же здесь затруднено отделение прессостатка и нельзя обеспечить достаточную стойкость инструмента.
Известна также прессшайба для прессования изделий, выполненная в виде корпуса с гнездом для креп.ления прессштемпеля и с соосно размещенным со стороны рабочего торца корпуса с возможностью ограниченного осевого пере мещения распорным вкледышем f2.
в месте перехода от цилиндрическон поверхности к плоскому торцу полости прессшайбы в условиях воздействия знакопеременных нагрузок создается зона концентрации напряжений, что приводит к разрушению прессшайбы после ее эксплуатации в течение 5-6 рабочих смен.
Из-за незначительного изменения диаметра прессшайбы (02-0,4 мм) при возврате прессштемпеля в исходное положение возникают большие усилия, что приводит к отрыву болтового крепления прессшайбы к прессштемпелю. При обратном холе прессштемпеля на задней кромке рабочего пояска прессшайбы появляются налипы, а это приводит к возникновению дефектов изделия.
Кроме того, такая конструкция прес сшайбы не обеспечивает эвакуации воздуха из пространства между ней и заготовкой.
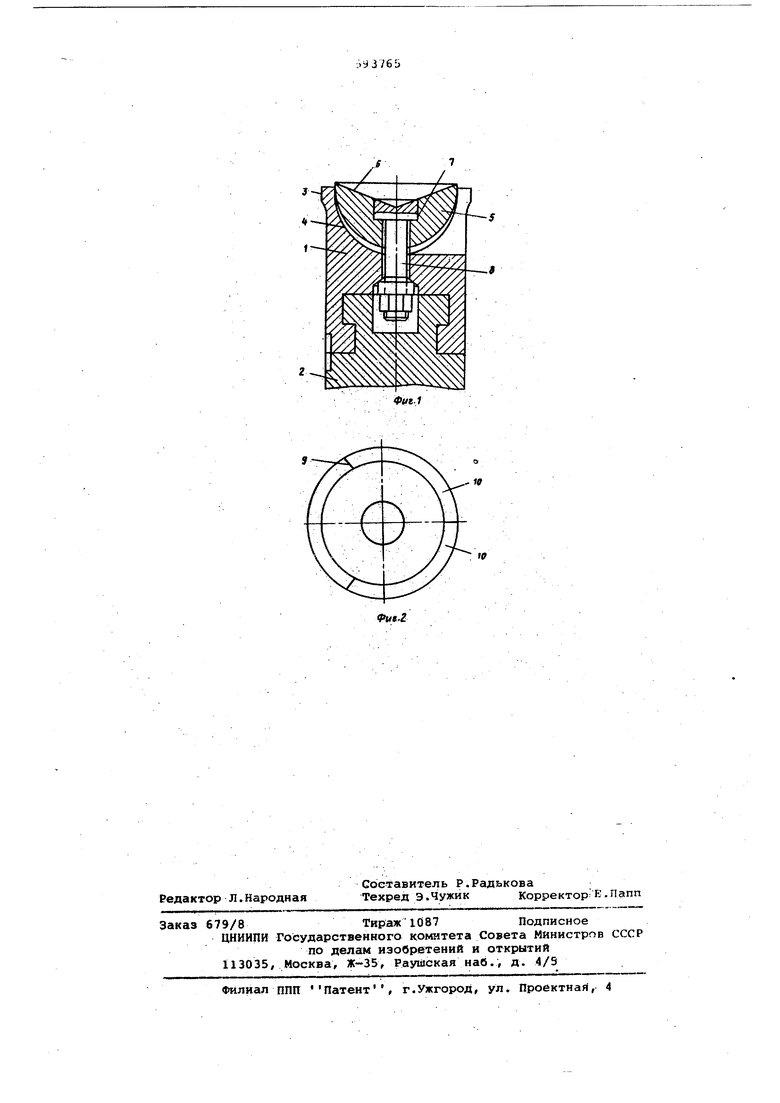
С целью повышения долговечности прессшайбы и качества изготавливаемых изделий сопрягаемые поверхности корпуса и вкладыша выполнены сферическими, причем радиус сферы вкладыша превышает, радиус сферы корпуса, а обхватывающая вкладыш часть корпуса выполнена в виде цанги. На Фиг.1 изображена .прессшайба,общий вид; на фиг,2 - то же, план. Корпус 1 преесшайбы жестко укрепле на конце прессштемпеля 2, например, с помощью поворотного замкового сое: динения байон:етного типа и снабжен на: своей передней части периферийным выступом 3, выполненным в виде прилегающего к торцу.прессшайбы коль.цевого цилиндричёского пояска. . Чашеобразна; полость 4 корпуса взаимодействует своей сферической по верхно.стью с размещенным на ней вкладышем 5, сопрягаемая с полостью 4,поверхнрсть которого также выполнена сфёри-ческой, но несколько боль.шего. радиуса. На Topiie вкладыша 5 выполнено соосир;© коническое углубление 6, переходящее в- центральной части в цилиндрическое гнездо .7, в котором утоп лена головка болта 8, пропущенного .в сквозные осевые отверстия вкладыша и корпуса 1.-: - ., ,- /. . Коническая выточка, выполненная на головке болта,,имёет тот же угол наклона Образующей, что и углубление :б, и сов 1ёщается ;С пов.ерхнортью . пос-: леднего. Ст.енка корпуса, .1 разделена л скдозйыми: радиальными прорезями.;9 На несколько одинаковых лепестков-секторов 10, образующих упругий элемент преесшайбы в виде цдн.ги.. Высота от кромки стенки корпуса до основания к.аждрй из -пр,ореэей не .превышает глуб.и.иы полости 4 .и , выбирается., в. .зависимости от конкретных условий (механические свойства материала корпуса,чис ло лепестков и т.п.). Прессшайба ра.ботает следующим об-разом. Давление прессштемпеля, аередаваемре через прессшайбу на заготовку., зайтавлйет, вкладыш 5- -воздействрват своей. сферической .по.верхност-ью на офе ричесйузо поверхность, полрсти 4/ в результате чего лепестки 1.0 раздйиг.аются на незначи:1:ельную величину и диаметр кольцевого выступа 3 приближается к диаметру полостиконтейнера прес са. 3-аготовка де фЬрмируется, заполняя углуб.лениеб.,вкладыша и в.ыда.вливается через очко |мат)ицы, образуя прессй:з-, делие и прессостаток с коническим со.oc.HbiWj выступом н.а тррце.. . При обратйом ходе прессштемлеляувкла дввд. 5, вр.еменно удерживаемый силами сц.ёп;ления с прессостаткрм, выходит из рас.пора -с лепестками 10 корпуса 1. Остатк.и за счет собственной упругости сжимаются, .приходя к первоначаль.ному:диаметру пояска-выступа 3, Затем торец; вкладыада .отрывается от пресс ост.атка, .и пре.ссшайба легко выходит из контейнера пресса, в который загружают новую йагретук заго.товку. В начальный момент очередного цикла прессования под воздействием усилия прессштемпеля irpecca пронсхсцит взаимное деформирование торна заготовки и конического выступа, предыдущего .прессостатка, в результате чего воздух, находящийся в кольцевом пространстве между ними, вытесняется перемещающимся металлом в направлении стенок контейнера, а оттуда через прорези 9 в корпусе преесшайбы выходит в атмосферу. В дальнейшем цикл идет в описанной последовательности. Выполнение сопрягаемых поверхностей полости кррпуса и вкладыша сферическими устраняет возможность концент.рации йапряжений, повышая тем самым эксплуатационную стойкость преесшайбы. . Наличие сквозных прорезей на корпусе преесшайбы обеспечивает возможность эвакуации воздуха на простран:стве между- прессостатком предыдущей заготовки и торцом.следующей заготовки при непрерывном или полунепрерывном арес.сова:,н.ии. Вместе с тем повышается упругость стенки корпуса преесшайбы. Такая конструкция преесшайбы способствует существенному повышению качества; изделий за счет исключения таких дефектов- продукции, как пузыри, свищи и- поверхностные царапины;и надиры, при этом повьциа.ется срок службы .преесшайбы не менее, чем в 3-4 pa-i за.. Прёссшайба проста .в изготовлении, надежна в эксплуатации,, монт.аж и демонтаж ее не представля ет затруднений-. .- , ;. . . .- . .. Формула.изобретения ; . Преесшайба для прессования изделий, выполненная в виде корпуса с гнездом для крепления пресештемпеля и соосно ра:змёщенным со CTOpoHbi ра15очего торца корпуса с воз южноетью ограниченного рсевого перемещения распорным вкладышем, о. т л и ч а ю щ а я с я тем,что с целью повышения ее долговечности и качества изготавлийае№1х изделий, со-прягаемые .пРверхности корпуса и вкладаша выполнены сферическими, причем радиус.сферы вкладыша превышает радиус сферы корпуса, а охватывающая вкладыш часть KCipnyea выполнена в виде цанги. Источники информации, принятые во внимание при экспертизе: 1.Патент США 3303684,кл.72-273, 1-967. .-.; . ,, - ,/ -.:- ,2.Авторское евидетельство СССР №170905, кл. В 21 С 25/00, 1965.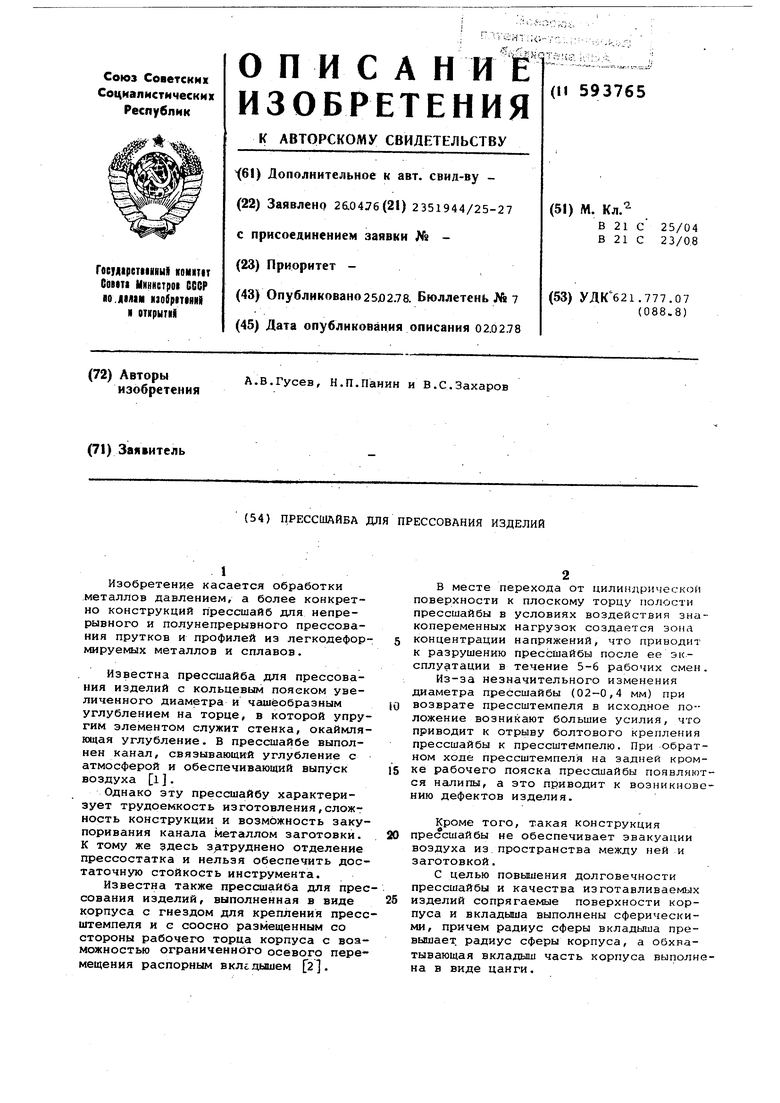
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для прессования | 1980 |
|
SU946714A1 |
| Способ полунепрерывного экструдирования легких сплавов | 1976 |
|
SU603455A1 |
| Устройство для экструдирования заготовок | 1976 |
|
SU632426A1 |
| Втулка контейнера для горячего экструдирования | 1976 |
|
SU638396A1 |
| Матричный узел для обратного прессования металла | 1980 |
|
SU927357A1 |
| Инструмент для обратного прессования | 1980 |
|
SU897361A1 |
| УСТРОЙСТВО ДЛЯ ГИДРОМЕХАНИЧЕСКОГО ПРЕССОВАНИЯ | 1972 |
|
SU350541A1 |
| ШАРОВОЙ ШАРНИР, КОРПУС, ВКЛАДЫШ И ЗАЩИТНЫЙ ЧЕХОЛ ЭТОГО ШАРНИРА | 2004 |
|
RU2267665C2 |
| Игла для прессования труб из сплошных заготовок алюминиевых сплавов | 1973 |
|
SU526409A1 |
| Инструмент для прессования изделий | 1981 |
|
SU1107924A1 |