Изобретение относится к области сварки.
Известен способ электродуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка, при котором нитаиие дуги осупдествляют от источника с жесткой внешней характеристикой с использованием балластного реостата. Однако при таком способе сварки происходит интенсивное разбрызгивание металла, причем происходит а основном в момент возбуждения дуги после окончания короткого замыкания. Чем больше величина тока короткого замыкания к этому моменту, тем больше будет разбрызгивание. Для уменьшения тока короткого замыкания з сварочную цепь вводят сопротивление или индуктивность. При включении индуктивности (дросселя) в сварочную цепь ток короткого замыкания достигает максимума в самый неблагоприятный момент, к концу короткого замыкания. Если в сварочной цепи постоянно включено балластное сопротивление, то ток при коротком замыкании достигает амплитудного значения очень быстро и практически остается почти неизменным до самого конца короткого замыкания, что также не способствует уменьшению разбрызгивания. Включенные напостоянно в сварочную цепь сопротивление или индуктивность не дают возможности получить желательный закои изменения тока при коротком замыкании, а именно ю
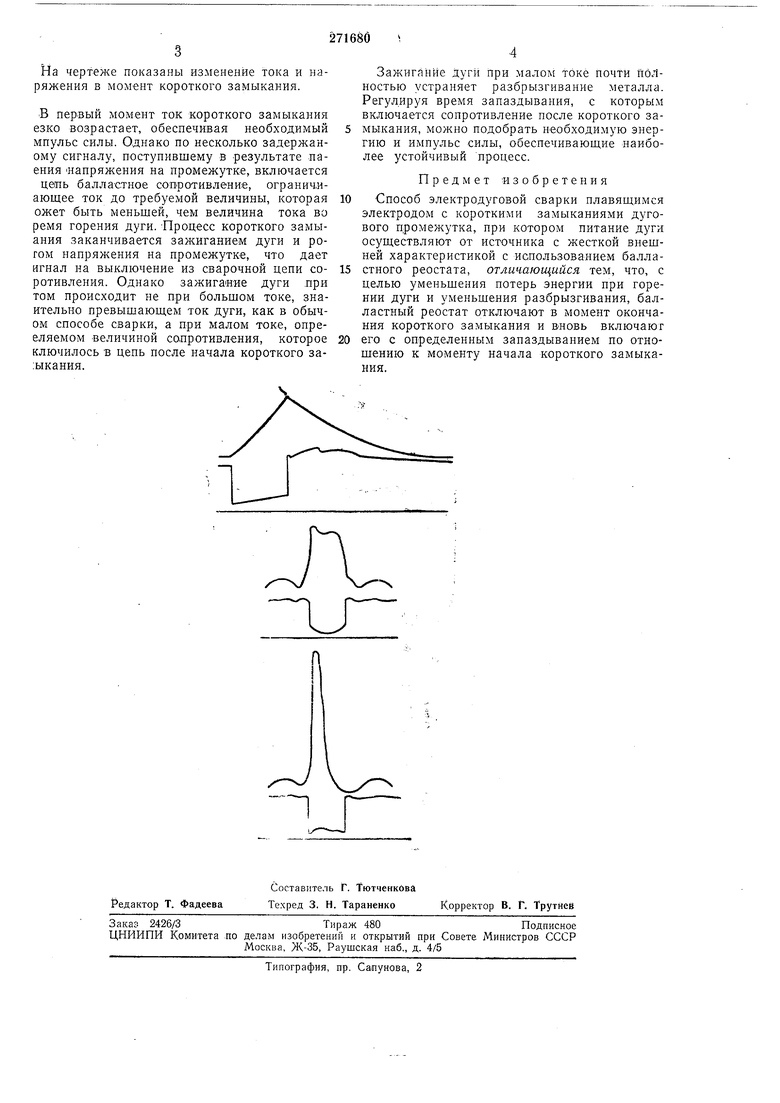
возможности меньшее значение тока в момен возбуждения дуги после короткого замыкг ния. Можно ограничивать ток за счет увеличь ния сопротивления или индуктивности. Одн ко но достижении определенйой силы тока кс роткого замыкания этот путь уже не дае желаемых результатов, так как для нолучени устойчивого процесса сварки необходимо обес лечить при коротком замыкании достаточны
количество энергии и импульс силы, прилс женной к капле, зависящие от тока коротко го за..
Предлагаемый способ отличается от извест ного тем, что балластный реостат отключаю
в момент окончания короткого замыкания вновь включают его с некоторым запаздывс нием по отнои1ению к моменту начала корот кого замыкания. Это позволяет уменьшить пс тери энергии при горении дуги и меиьшит
разбрызгивание электродного металла.
Способ заключается в том, что дуга иитг ется от источника с жесткой внешней xapav теристикой с последовательным включение:
в сварочную цепь балластного реостата поел начала короткого замыкания. Это позволяе получать достаточный импульс тока для обес печения устойчивости процесса сварки и п возможности меньший ток в люмент зажигг
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электродуговой сварки с короткими замыканиями дугового промежутка | 1980 |
|
SU1064555A1 |
| Способ электродуговой сварки с короткими замыканиями дугового промежутка и устройство для его осуществления | 1980 |
|
SU930824A1 |
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1978 |
|
SU1058170A1 |
| Способ электродуговой сварки с короткими замыканиями дугового промежутка | 1978 |
|
SU768108A1 |
| Способ электродуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка | 1973 |
|
SU519293A1 |
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1976 |
|
SU1058169A1 |
| Устройство для дуговой сварки с короткими замыканиями | 1976 |
|
SU612759A1 |
| СПОСОБ МЕХАНИЗИРОВАННОЙ ДУГОВОЙ СВАРКИ В АКТИВНЫХ ГАЗАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2353484C2 |
| Устройство для дуговой сварки | 1983 |
|
SU1143544A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ С УПРАВЛЯЕМЫМ ПЕРЕНОСОМ ЭЛЕКТРОДНОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2359796C1 |
