Изобретение относится к области машиностроения и может быть использовано при производстве наплавленных деталей, например лемехов тракторных плугов.
Известен способ индукционной наплавки, при котором на наплавляемую деталь наносят слой Шихты твердого сплава, а затем расплавляют ее за счет тепла, выделяемого поверхностью наплавляемой детали.
Производительность способа и качество наплавляемых деталей также низкие, так как при наплавке на различную по толщине деталь, например лемехи тракторных плугов, нагрев наплавляемой поверхности неравномерен и, следовательно, процесс расплавления шихты тоже не одинаков. Возникают местные перегревы, в результате чего происходит стекание жидкого сплава, а местами остаются участки нерасплавленной шихты.
Предлагаемый способ отличается от известного тем, что между наплавляемой шихтой и индуктором помещают вспомогательный токопроводящий элемент, нагревающийся в магнитном поле индуктора и обеспечивающий дополнительный нагрев шихты.
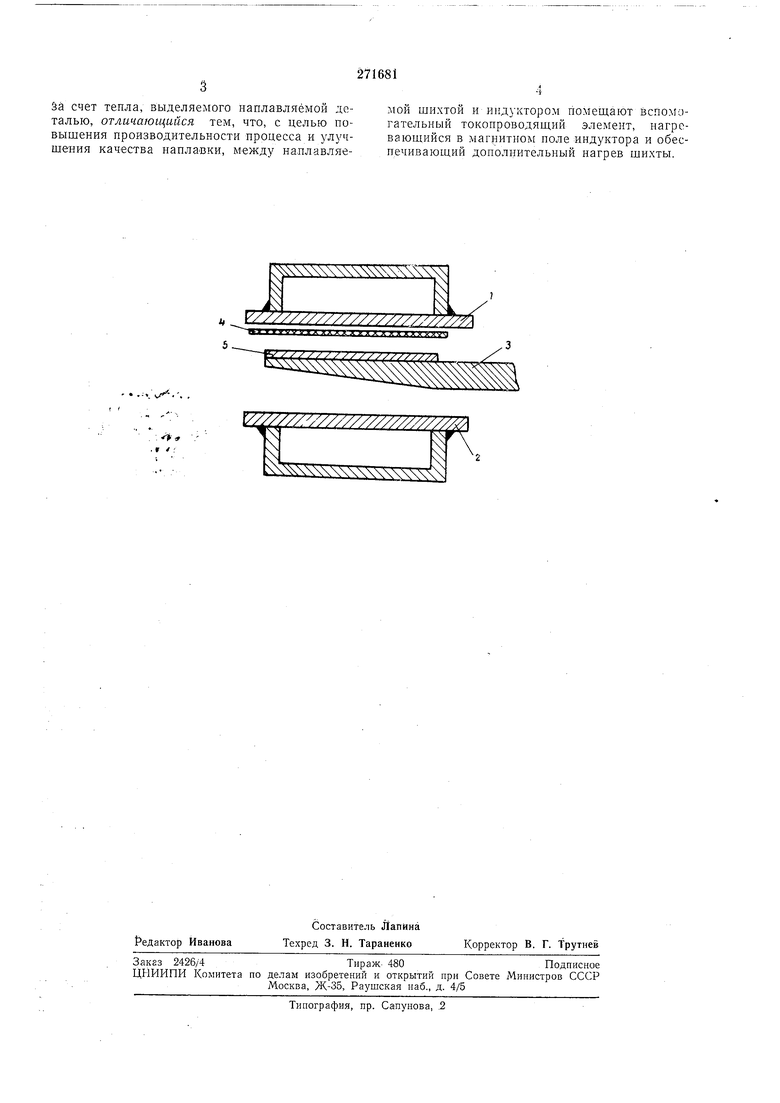
На чертеже представлена схема устройства для осуществления предлагаемого способа. Оно содержит верхнюю У и 2 ветви индуктора с водяным охлаждением, наллавляе: 1ое изделие 3, нагревательный токопроводящий элемент 4, ши.хту 5 твердого сплава.
Наплавляемое изделие с нанесен-ным на ней слоем шихты твердого сплава помещаю в индуктор, к верхней ветве которого прикреплен токопроводящий нагревательный элемент, например графитовая пластина, который нагревается до 1600-1800°С с помощью токов высокой частоты. При этом шихта начинает плавиться с верхней стороны за счет тепла,
выделяемого нагревательным элементом. Одновременно с этим начинается плавление по всей площади соприкосновения с повер.хностыо наплавляемого изделия. В результате этого скорость наплавки увеличивается на 40-50Vo, повышается качество наплавляемых деталей. Расплавление шихты происходит настолько интенсивно, что не наблюдается перегрева отдельных участков и ликвидируются участки нерасплавленной
шихты.
Sa счет тепла, выделяемого наплавляемой деталью, отличающийся тем, что, с целью повышения производительности процесса и улучшения качества напласки, между наллавляемой шихтой и индуктором помещают вспомогательный токопроводящий элемент, нагревающийся в магнитном поле индуктора и обеспечивающий дополнительный нагрев щихты.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ индукционной наплавки | 1987 |
|
SU1465218A1 |
| Способ индукционной наплавки ферритных сплавов на тонкие металлические изделия | 2023 |
|
RU2829993C1 |
| Способ индукционной наплавки | 1991 |
|
SU1825698A1 |
| СПОСОБ ОДНОСТОРОННЕЙ НЕПРЕРЫВНО-ПОСЛЕДОВАТЕЛЬНОЙ ИНДУКЦИОННО-МЕТАЛЛУРГИЧЕСКОЙ НАПЛАВКИ | 1996 |
|
RU2110361C1 |
| СПОСОБ ИНДУКЦИОННОЙ НАПЛАВКИ | 1999 |
|
RU2154561C1 |
| Способ индукционной наплавки магнитных сплавов на основе железа и индукционно-канальная печь для индукционной наплавки магнитных сплавов на основе железа | 2021 |
|
RU2791023C1 |
| Способ индукционной наплавки сплава ПГ-СР2 на деталь из конструкционной стали | 2023 |
|
RU2828804C1 |
| Способ индукционной наплавки | 1985 |
|
SU1324801A1 |
| СПОСОБ ИНДУКЦИОННОЙ НАПЛАВКИ СТАЛЬНОЙ ДЕТАЛИ | 2007 |
|
RU2338625C1 |
| СПОСОБ ИНДУКЦИОННОЙ НАПЛАВКИ ВЫСОКОЛЕГИРОВАННЫХ ХРОМИСТЫХ ЧУГУНОВ | 2014 |
|
RU2568036C2 |
« ,
-. .
