Изобретение относится к устройствам для Сварки кольцевых швов в особенности неповоротных стыков труб в среде защитных газов.
Известное устройство для сварки иеповоротных стыков труб содерл ит корпус, пла ншайбу, сварочную горелку и токогазоподводящие шланги, соединяющие последнюю с корпусом. Сварочная горелка в тако-м устройстве закреплена непосредственно на планшайбе. Однако в таком автомате требуется много времени на размотку шлангов после сварки, особенно при многопроходной сварке, так как размотка производится двигателем вращения планшайбы на скорости, равной скорости сварки, или на максимальном значении диапазона регулирования сварочных скоростей. Причем в последнем случае выигрыш во времени незначителен, но необходима перенастройка скоростей, что нежелательно, так как перед сваркой потребуется заново устанавливать заданную скорость.
Цель настоящего изобретения - повысить производительность сварки за счет ускоренной разметки шлангов после окончания процесса сварки.
Это достигается тем, что сварочная горелка связана с планшайбой посредством платы, на которой она закреплена, установленной в кольцевых направляющих планшайбы и снаблсенной подпружиненным стопором. Стопор -расположен в отверстии платы и взаимодействует с напраБляющи и планшайбы.
Предлагаемое устройство при сварке труб диаметром от 76 до 219 мм различными, прнменяемыми в настоящее время способами, позволяет сэкономить от 8 до 30% времени.
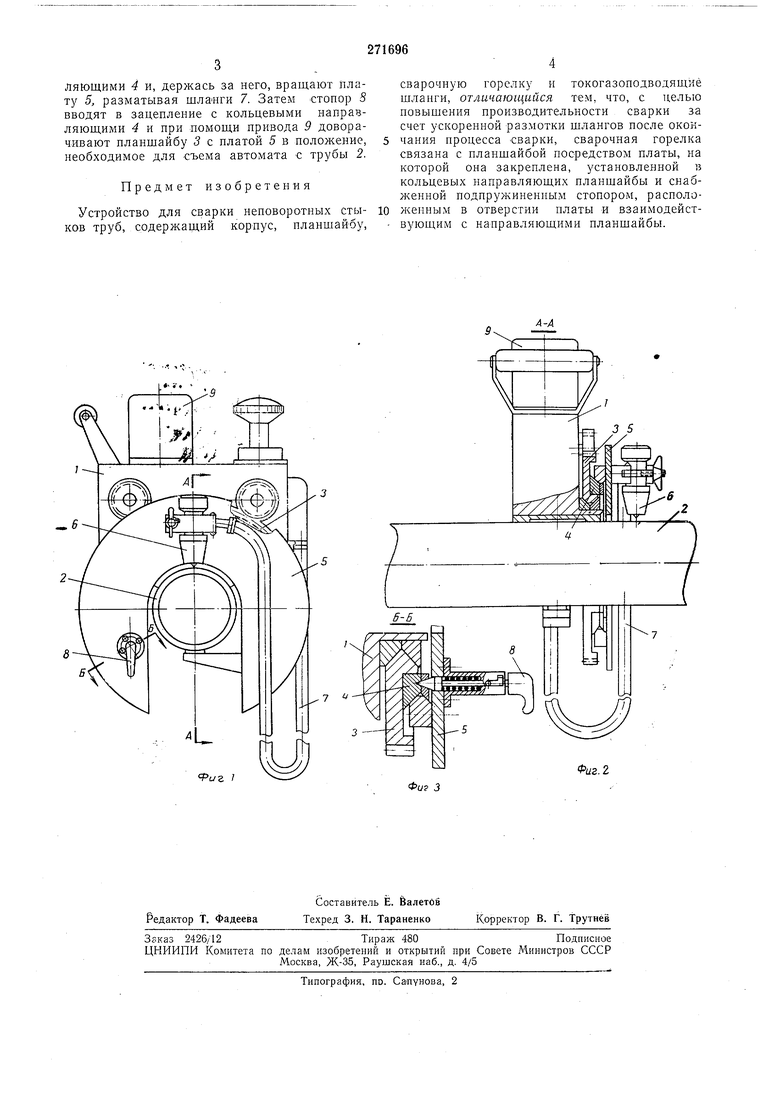
На фиг. 1 представлено предлагаемое устройство, общий вид; на фиг. 2 - сечение по А-А на фиг. 1; на фиг. 3 - сечение по Б-Б
на фиг. 1.
Устройство имеет корпус /, установленный на трубе 2, планшайбу 3, кинематически связанную с корпусом, кольцевые направляющие 4, закрепленные на планшайбе 3, плату 5,
смонтированную на кольцевых направляющих 4, горелку 6, закрепленную на плате 5, и токогазоподводящие щланги 7, соединяющие горелку 6 с корпусом. На плате 5 установлен стопор 5, находящийся в зацеплении с кольцевыми направляющими 4. На корпусе размещен привод 9 вращения планшайбы 3.
Устройство перед сваркой закрепляют на трубе 2. Во время сварки включают привод 9, вращающий вокруг трубы планшайбу 3 и
кольцевые направляюшие 4. Стопор 5 вращает плату 5 с горелкой 6, наматывая токогазоподводяшие шланги 7 на трубу. После окончания сварки нроизводяг размотку токогазопроводяших шлангов 7, для чего стопор 5
ляющими 4 и, держась за него, вращают плату 5, разматывая шла-нги 7. Затем стопор S вводят в зацепление с кольцевыми направляющими 4 и при помощи привода 9 доворачивают планщайбу 3 с платой 5 в положение, необходимое для съема автомата с трубы 2.
Предмет изобретения
Устройство для сварки неповоротных стыков труб, содержащий корпус, планщайбу.
сварочную горелку и токогазоподводящиё щланги, отличающийся тем. что, с целью повыщения производительности сварки за счет ускоренной размотки щлангов после ококчания процесса -сварки, сварочная горелка связана с планшайбой посредством платы, на которой она закреплена, установленной в кольцевых направляющих планщайбы и снабженной подпружиненным стопором, расположенным в отверстии платы и взаимодействующим с направляющими планщайбы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки кольцевыхшВОВ | 1979 |
|
SU837687A1 |
| Устройство для сборки и сварки неповоротных стыков труб | 1979 |
|
SU776824A1 |
| АВТОМАТ ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1970 |
|
SU282563A1 |
| Автомат для сварки неповоротных стыков труб | 1980 |
|
SU944842A1 |
| АВТОМАТ ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1970 |
|
SU278925A1 |
| Устройство для сварки неповоротных стыков труб | 1987 |
|
SU1505728A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1967 |
|
SU202408A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1971 |
|
SU298450A1 |
| Устройство для автоматической сварки криволинейных элементов | 1982 |
|
SU1041252A1 |
| БИБЛИО ГЕНА | 1971 |
|
SU299316A1 |
