Изобретение относится к сварке, в частности к устройствам для сварки кольцевых неповоротных швов, и может быть использовано в машиностроении, судостроении, нефтяной и химической промьшш енности. Сварка неповоротных кольцевых шво связана с вращением горелки вместе с токогазовыми кaбeля т и пшангами вокруг свариваемой трубы, что часто ведет к их запутыванию и обрыву. Известно устройство для сварки кольцевых швов, содержащее цилиндрический корпус и установленную в корпусе планшайбу, на которой закреплен горелка, соединенная с токогазбподводящими шлангами и электрокабепем, а та14же барабан для намотки кабелей и шлангов | . Недостатком этого устройства является то, что в процессе намотки на барабан и сматывания с него шланг токогазоподвода находятся все время под натяжением, что обеспечивается С ПОМОЩЬЮ отдельного электропривода, Вращающего барабан через фрикционную муфту, а свою очередь, приводит к их обрыву. Кроме того, барабан располагается вне корпуса устройства, что требует дополнительной площади и затрудняет обслуживание устройства в целом. Цель изобретения - повьш1ение срока работы устройства за счет устранения преждевременного износа электрокабеля и шлангов при скручивании. Для достижения поставленной цели устройство снабжено роликовым сепаратором, размещенным на цилиндрическом корпусе и взаимодействующим посредством роликов с планшайбой, а барабан для намотки электрокабеля и шлангов вьшолнен в виде Г-образных цилиндрических стержней с роликами на обеих полках, смонтированных на сепараторе по его периметру, при этом полки стержней, параллельные продольной оси устройства, выполнены различной длины.
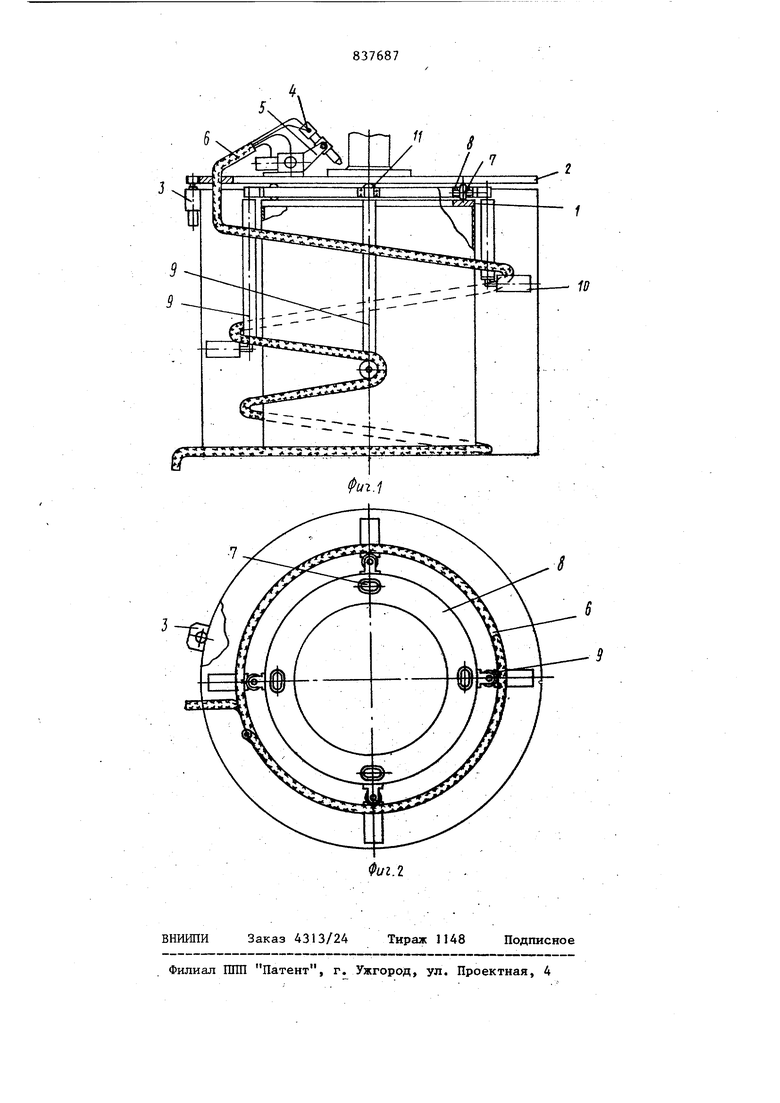
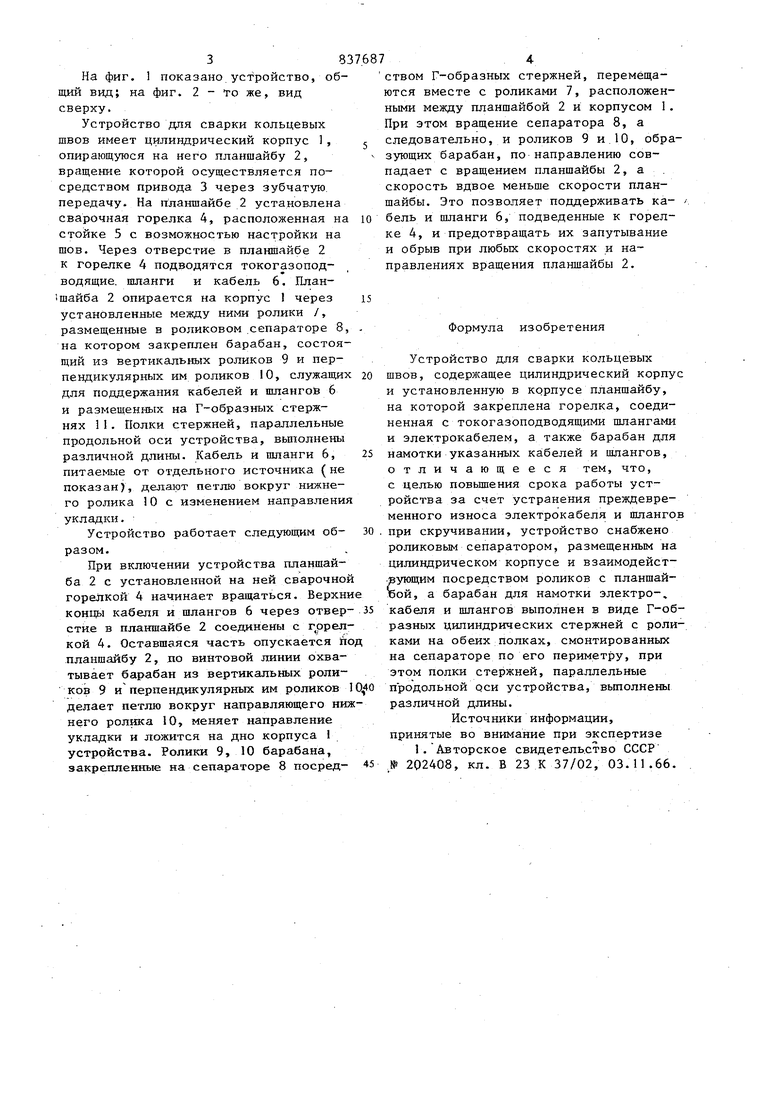
На фиг. 1 показано устройство, общий вид; на фиг. 2 - то же, вид сверху.
Устройство для сварки кольцевых швов имеет цилиндрический корпус 1, опирающуюся на него планшайбу 2, вращение которой осуществляется посредством привода 3 через зубчатую передачу. На планшайбе 2 установлена сварочная горелка 4, расположенная на стойке 5 с возможностью настройки на шов. Через отверстие в планшайбе 2 к горелке 4 подводятся токогазоподводящие. шланги и кабель 6. Планiшайба 2 опирается на корпус 1 через установленные метвду ними ролики /, размещенные в роликовом .сепараторе 8, на котором закреплен барабан, состоящий из вертикальных роликов 9 и перпендикулярных им роликов 0, служащих для поддержания кабелей и шлангой 6 и размещенных на Г-образных стержнях 11. Полки стержней, параллельные продольной оси устройства, вьтолнены различной длины. Кабель и шланги 6, питаеьые от отдельного источника (не показан), делают петлю вокруг нижнего ролика 10 с изменением направления укладки.
Устройство работает следуюндам образом.
При включении устройства планшайба 2 с установленной на ней сварочной горелкой 4 начинает вращаться. Верхни концы кабеля и шлангов 6 через отверстие в планшайбе 2 соединены с г ррелкой 4. Оставшаяся часть опускается по планшайбу 2, по винтовой линии охватывает барабан из вертикальных роликов 9 и перпендикулярных им роликов 1 делает петлю вокруг направляющего нижнего ролика 10, меняет направление укладки и ложится на дно корпуса 1 устройства. Ролики 9,10 барабана, закрепленные на сепараторе 8 посредством Г-образных стержней, перемещаются вместе с роликами 7, расположенными между планшайбой 2 и корпусом 1. При этом вращение сепаратора 8, а следовательно, и роликов 9 и 10, образующих барабан, по направлению совпадает с вращением планшайбы 2, а . скорость вдвое меньше скорости планшайбы. Это позволяет поддерживать кабель и шланги 6, подведенные к горелке 4, и предотвращать их запутывание и обрыв при любых скоростях и направлениях вращения планщайбы 2.
Формула изобретения
Устройство для сварки кольцевых швов, содержащее цилиндрический корпус и установленную в корпусе планшайбу, на которой закреплена горелка, соединенная с токогазоподводящими шлангами и электрокабелем, а также барабан для намотки указанных кабелей и шлангов, отличающееся тем, что, с целью повьшения срока работы устройства за счет устранения преждевременного износа электрокабеля и шлангов при скручивании, устройство снабжено роликовым сепаратором, размещенным на цилиндрическом корпусе и взаимодействующим посредством роликов с планшайБой, а барабан для намотки электро-, кабеля и шлангов выполнен в виде Г-образных цилиндрических стержней с роликами на обеих Полках, смонтированных на сепараторе по его периметру, при этом полки стержней, параллельные продольной оси устройства, выполнены различной длины.
Источники информации, принятые во внимание при экспертизе
1 . Авторское свидетель.ство СССР № 202408, кл. В 23 К 37/02, 03.11.66.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сварки неповоротных стыков труб | 1988 |
|
SU1611661A1 |
| УСТРОЙСТВО для СВАРКИ НЕПОВОРОТНЫХ стыков | 1970 |
|
SU271696A1 |
| Автомат для сварки неповоротных стыков труб | 1980 |
|
SU944842A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВ ПОВОРОТНЫХ СТЫКОВ ТРУБ | 2015 |
|
RU2601366C1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1967 |
|
SU202408A1 |
| Устройство для автоматической сварки неповоротных кольцевых стыков | 1978 |
|
SU766793A1 |
| Автомат для сварки неповоротных стыков труб | 1978 |
|
SU745622A1 |
| Устройство для шовной сварки труб | 1977 |
|
SU716739A1 |
| Устройство для сборки и сварки неповоротных стыков труб | 1979 |
|
SU776824A1 |
| Устройство для сварки неповоротных стыков труб | 1985 |
|
SU1305987A1 |