Изобретение относится к способам изготовления сопряженных гиперболоидальных винтов со скрещивающимися осями, вращаемых во взаимном зацеплении в одну сторону от самостоятельных приводов, применяемых в питателях высокого давления для подачи материалов типа целлюлозной массы.
Известный теоретический способ образования сопряженных поверхностей гиперболоидальных винтов, по которому боковая поверхность винта образуется при винтовом движении прямолинейной режущей кромки инструмента на вращающейся заготовке вокруг своей оси, практически пе осуществим в связи с технологическими трудностями.
Описываемый способ позволяет при выборе скоростей вращения заготовки винта и осевой подачи,инструмента с круговой режущей кромкой, ориентируя последний определенным образом относительно заготовки и сообщая ему постуиательпое движение, нарезать гиперболоидальные винть, способные в сопряженном состоянии вращаться в одну сторону и служить питателями высокого давления. Описываемым способом можно получать два винта, находящиеся во взаимном зацеплении и имеющие плотное прилегание (линейное касание) по всем поверхностям впадины.
поступательно движущимся инструментом с криволинейной режущей кромкой, например очерченной по дуге окружности. Поверхность, получаемая при таком способе, представляет поэтому совокупность дуг окружностей. Мгновеппой линией качеппя таких гиперболопдальпых винтов является дуга окружности. Поступательное движение резца осуществляется вдоль оси, расположенпой в плоскости, перпепдикулярной линии кратчайшего расстояния между осями винтов, и пересекает ее в точке, координата которой и угол, задающий направление осп, связаны определенной зависимостью. Плоскость режун1,ей кромки в процессе
иарезания должна быть перпепдпкулярна упомянутой осп.
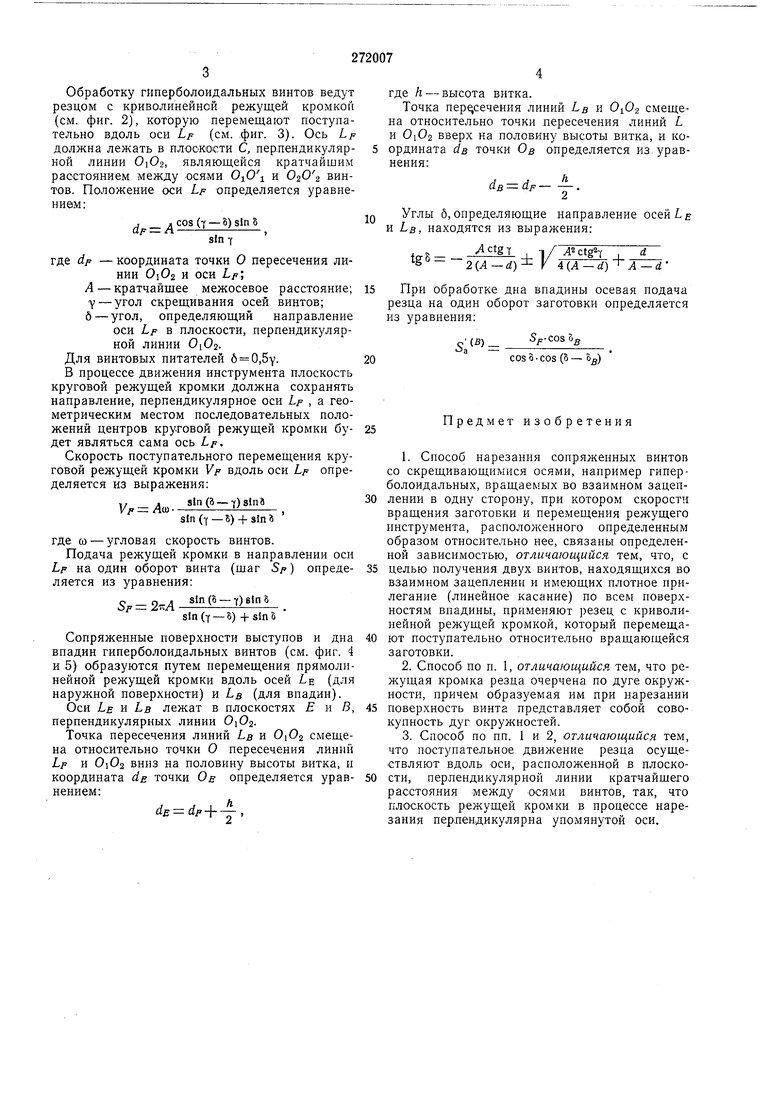
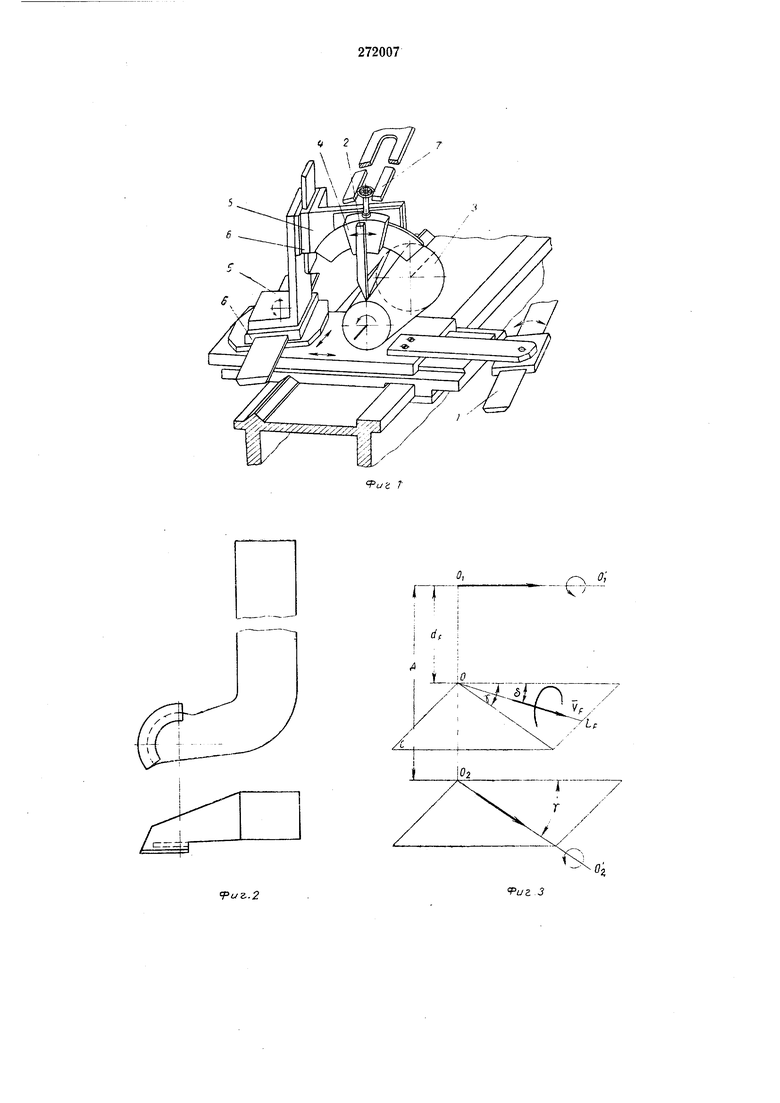
На фиг. 1 показано приспособление для обработки; па фпг. 2 - резец для обработки гиперболопдальиых винтов в двух проекциях;
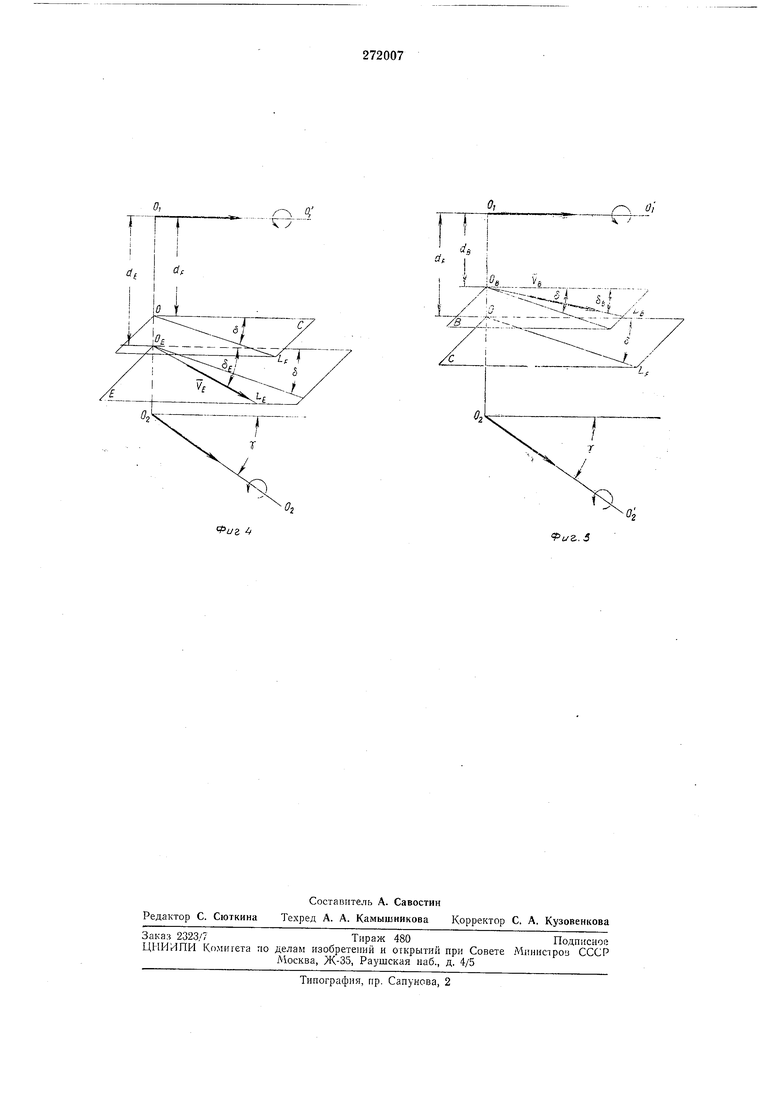
на фиг. 3-5-схемы движеиня заготовок и резца при обработке.
Парезание винтов может производиться на токарном станке, снаблсенном копирной линейкой 1. Резец 2 устанавливается над заготовкой 3 в поворотпом приспособлении 4. Последнее крепится на станке с помощью двух угольников 5 н двух суппортов 6. Положение резца в нространстве при его движении вдоль оси заготовки определяется коиириым устройстОбработку гиперболоидальных винтов ведут резцом с криволинейной режущей кромкой (см. фиг. 2), которую перемещают поступательно вдоль оси LP (см. фиг. 3). Ось LP должна лежать в плоскости С, пер.пендикулярной линии , являющейся кратчайшим расстоянием между осями OjOi и винтов. Положение оси LF определяется уравнением:
cos Tzz81l l sin 7
где dp - координата точки О пересечения линии OiOa и оси LF;
А - кратчайшее межосевое расстояние; Y - угол скрещивания осей винтов; 6 - угол, определяющий направление оси LP в плоскости, перпендикулярной линии OiOz. Для винтовых питателей 6 0,5у. В процессе движения инструмента плоскость круговой режущей кромки должна сохранять направление, перпендикулярное оси Lp , а геометрическим местом последовательных положений центров круговой режущей кромки будет являться сама ось Lp,
Скорость поступательного перемещения круговой режущей кромки Vp вдоль оси LP определяется из выражения:
Ур А. («-Т) sln(f - 5) + sinB
где 0) - угловая скорость винтов.
Подача режущей кромки в направлении оси LP на один оборот винта (щаг SP ) определяется из уравнения:
«(S-Tr)Bln5 sIn(Y -8) -fslnS
Сопряженные поверхности выступов и дна впадин гиперболоидальных винтов (см. фиг. 4 и 5) образуются путем перемещения прямолинейной режущей кромки вдоль осей LE (для наружной поверхности) и LB (для впадин).
Оси LE и LB лежат в плоскостях Е У( В, перпендикулярных линии 0)02.
Точка пересечения линий LB и OiO смещена относительно точки О пересечения линий LP и OiOj вниз на половину высоты витка, и координата de точки ОЕ определяется уравнением:
dE dp-i--,
где /I - высота витка.
Точка пересечения линий LB и смещена относительно точки пересечения линий L и OiOz вверх на половину высоты витка, и координата йв точки Ов определяется из-уравнения:
dB dp- -|-.
Углы б, определяющие направление осей L я и LB, находятся из выражения:
t 8 , (A-d) V 4.(A-d)A-dПри обработке дна впадины осевая подача резца на один оборот заготовки определяется из уравнения:
Од
с (В)
Оя-
cos 8-cos (5- Од)
Предмет изобретения
1.Способ нарезания сопряженных винтов со скрещивающимися осями, например гиперболоидальных, вращаемых во взаимном зацеплении в одну сторону, при котором скорости вращения заготовки и перемещения режущего инструмента, расположенного определенным образом относительно нее, связаны определенной зависимостью, отличающийся тем, что, с
целью получения двух винтов, находящихся во взаимном зацеплении и имеющих плотное прилегание (линейное касание) по всем поверхностям впадины, применяют резец с криволинейной режущей кромкой, который перемещают поступательно относительно вращающейся заготовки.
2.Способ по п. 1, отличающийся тем, что режущая кромка резца очерчена по дуге окружности, причем образуемая им при нарезании
поверхность винта представляет собой совокупность дуг окружностей.
3.Способ по пп. 1 и 2, отличающийся тем, что .поступательное движение резца осуществляют вдоль оси, расположенной в плоскости, перпендикулярной линии кратчайшего расстояния между осями винтов, так, что плоскость режущей кромки в процессе нарезания перпендикулярна упомянутой оси.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ профилирования пары инструментов,предназначенных для обработки глобоидной передачи | 1984 |
|
SU1321534A1 |
| Фасонный резец | 1956 |
|
SU108255A2 |
| КЕРАМИЧЕСКАЯ ТОРЦЕВАЯ ФРЕЗА С ПРОФИЛЕМ ДУГИ ОКРУЖНОСТИ ДЛЯ ОБРАБОТКИ СПЛАВА ИНКОНЕЛЬ | 2018 |
|
RU2753934C2 |
| СПОСОБ НАРЕЗАНИЯ ЛИМБА С ТРАПЕЦЕИДАЛЬНОЙ ФОРМОЙ ШТРИХОВ И КРУГОВАЯ ДЕЛИТЕЛЬНАЯ МАШИНА ДЛЯ ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2094205C1 |
| РЕЗЦОВАЯ ЗУБОРЕЗНАЯ ГОЛОВКА ДЛЯ НАРЕЗАНИЯ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2009 |
|
RU2430813C2 |
| УСТРОЙСТВО для ОБРАБОТКИ ТРОХОИДАЛЬНЫХ ПОВЕРХНОСТЕЙ | 1969 |
|
SU248446A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБЧАТЫХ КОЛЕС | 2004 |
|
RU2275277C1 |
| Устройство для обработки асферических поверхностей точением | 1990 |
|
SU1759564A1 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЯ С ПОВЕРХНОСТЬЮ СЛОЖНОГО ПРОФИЛЯ РЕЗАНИЕМ ПОСРЕДСТВОМ МНОГОФУНКЦИОНАЛЬНОГО ПРОГРАММНО-АППАРАТНОГО АГРЕГАТА | 2010 |
|
RU2446034C1 |
| Устройство для обработки асферических поверхностей точением | 1990 |
|
SU1759563A1 |
o;
df .
jjf 0
