Изобретение относится к устройствам для изготовления деталей методом глубокой вытяжки из полимерного материала, оно может найти применение на заводах химического машиностроения, например, при вытяжке стаканов из пленки фторопласта-4.
Известно устройство для изготовления неметаллических изделий, содержащее пуансон, протяжную матрицу и прижимное кольцо. При изготовлении изделий при помощи такого устройства усилие вытяжки воздействует на дно изделия, вызывая концентрацию напряжений в месте перехода дна в стенку, что приводит к разрыву материала в этом месте, так как матерапл утоньшается, а напряжение превосходит допустимые пределы прочности.
Цель изобретения - устранение отмеченных недостатков.
Предлагаемое устройство снабжено подвижным в направлении вытяжки материала кольцевым захватом для прижатия материала к цилиндрической иоверхности пуансона в придонной части вытягиваемого изделия, кольцевой захват выполнен в виде размещенной в корпусе надувной кольцевой подущки из эластичного материала, а пуансон в области прижима вытягиваемого изделия снабжен кольцевой вставкой из упруго-эластичного материала, напр-имер резины. Благодаря
такому выполнению устройства устраняются обрывы дна стаканов при вытяжке.
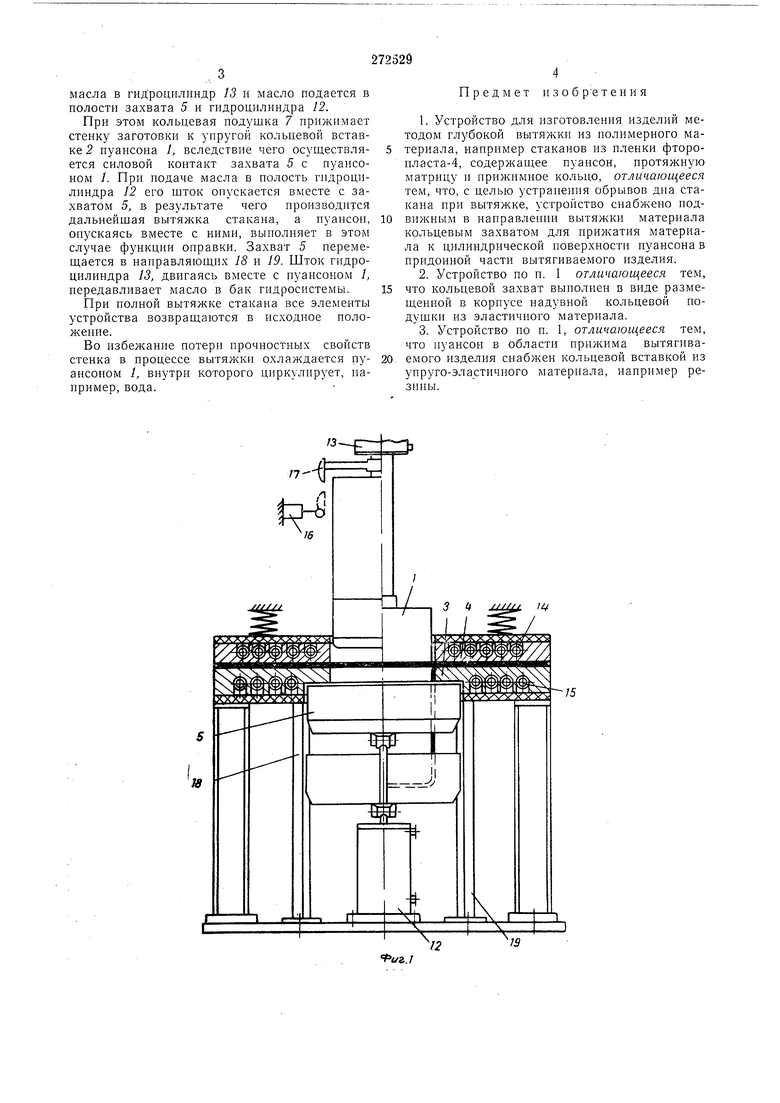
Па фиг. 1 изображено предлагаемое устройство, продольный разрез; на фпг. 2 - и пуансон, продольный разрез.
Устройство содержит охлалчдаемый пуансон /, снабженный в областн прижима вытягиваемого изделия кольцевой вставкой 2 из резины; протяжную матрицу 3; ирижимное кольцо 4; кольцевой захват 5, выполненный в виде размещенной в корпусе 6 надувной кольцевой подущки 7 из эластичного материала; щтуцеры 8 п 9 для подвода и отвода масла в корпус захвата; кольца 10 и // для креплепия в корпусе 6 кольцевой подущки 7; гпдроцилиндры 12 и 13; электронагреватели 14 и /5, конечный выключатель 16; упор 17 и направляющие для перемещения захвата 18 и 19. Захват 5 и пуансон / связаны соответственно с гидроцилиндрамн 12 и 13.
Устройство работает следующим образом.
Заготовка укладывается на матрицу 3, прижимается прижимным кольцом 4 и прогревается электронагревателями 14 и 15 для достижения более пластичного состояния. Затем с помощью гндроцилиндра 13 опускается пуансон / п пропзводнт частичную вытяжку заготовкп (до срабатывания конечного выключателя 16 от унора 17). При срабатывании конечного выключателя прекращается подача
масла в гидроцилиндр 3 и масло подается в полости захвата 5 и гидроцилиндра 12.
При этом кольцевая подушка 7 прижимает стенку заготовки к упругой кольцевой вставке 2 пуансона 1, вслед,ствие чего осуществляется силовой коитакт захвата 5 с пуансоном /. При подаче масла в полость гидроцилиндра 12 его шток опускается вместе с захватом 5, в результате чего производится дальнейшая вытяжка стакана, а пуансои, оиускаясь вместе с ними, выполняет в этом случае функции оправки. Захват 5 перемещается в направляющих 18 и 19. Шток гидроцилиндра 13, двигаясь вместе с иуансоном 1, нередавливает масло в бак гидросистемы.
При полной вытяжке стакана все элементы устройства возвращаются в исходное полол еиие.
Во избежание потери прочностных свойств стенка в процессе, вытяжки охлаждается пуансоном 1, внутри которого циркулирует, иацример, вода.
Предмет и з о б ре т е н и я
1.Устройство для изготовления изделий методом глубокой вытяжки из нолимерного материала, например стаканов из пленки фтороцласта-4, содержащее пуансон, протяжную матрицу и прижимиое кольцо, отличающееся тем, что, с целью устраиения обрывов дна стакана при вытяжке, устройство снабжено нодвижным в направлении вытяжки материала кольцевым захватом для прижатия материала к цилиндрической поверхности нуансоиа в придонной части вытягиваемого изделия.
2.Устройство по п. 1 отличающееся тем, что кольцевой захват вынолнен в виде размещенной в корпусе надувной кольцевой подушкн из эластичного материала.
3.Устройство но п. 1, отличающееся тем, что иуансои в области прижима вытягиваемого изделия снабжен кольцевой вставкой из упруго-эластичного материала, нанример резины.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для листовой штамповки | 1990 |
|
SU1810181A1 |
| Способ изготовления полых тонкостенных изделий с многослойным краевым утолщением в виде профильного венца | 1987 |
|
SU1480956A1 |
| Штамп для вытяжки с противодавлением | 1987 |
|
SU1465153A1 |
| Способ изготовления полых изделий | 1983 |
|
SU1148672A1 |
| Устройство для вытяжки | 1978 |
|
SU710729A1 |
| Штамп для вытяжки | 1987 |
|
SU1503938A1 |
| СПОСОБ ВЫТЯЖКИ ПОЛЫХ ЛИСТОВЫХ ДЕТАЛЕЙ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2202427C2 |
| Способ изготовления полых деталей | 1988 |
|
SU1570820A1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ ПОЛЫХ ЛИСТОВЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1993 |
|
RU2087230C1 |
| Устройство для вытяжки тонкостенных днищ к прессу | 1980 |
|
SU937078A1 |

I иг.2
