Известны многошпнндельные токарные автоматы для обработки тел вращения из пруткового материала методом тангенциального точения, выполненные в виде вращающегося ротора, несущего щпиндели с укрепленными в них деталями.
Обработка ведется режущими инструментами, закрепленными в резцовых блоках и установленных на станине.
Описываемый многощниндельный автомат повыщает точность обработки по сравнению с известными.
С этой целью рабочие шпиндели встроены в станину, а резцовые блоки укренлены на вращающемся относительно центра располол ения щпинделей кольцевом сунпорте и на установленном соосно с автоматом и нериодически поворачивающемся продольном суппорте вместе с механизмами обслуживания щпинделей.
Для осуществления радиального врезания па станине могут быть установлены неподвижные кулачки, взаимодействующие с толкателями резцовых блоков вращающегося кольцевого суппорта.
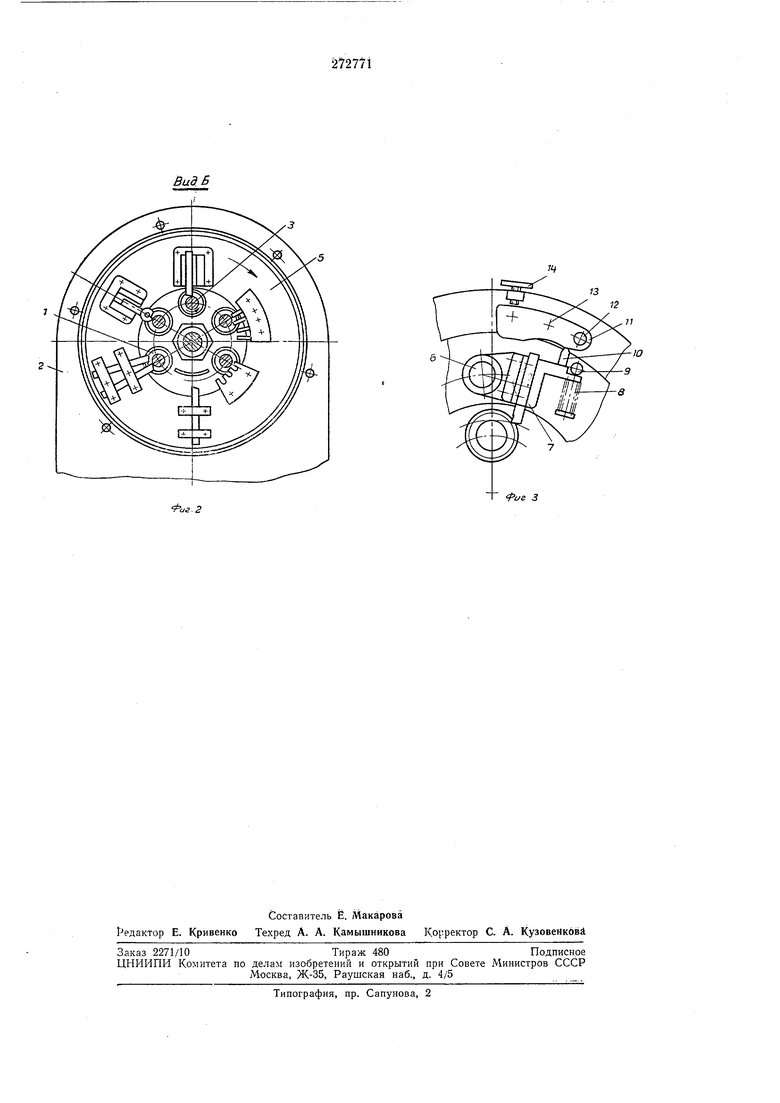
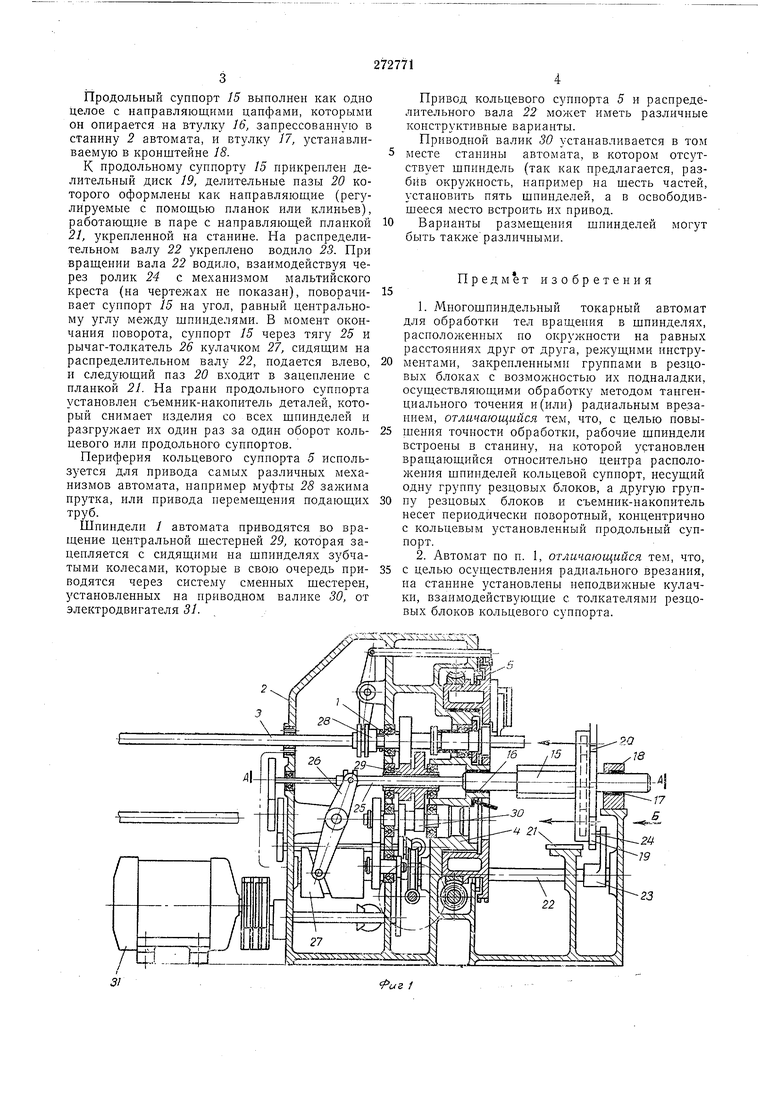
На фиг. 1 изображен автомат со стороны рабочего места в разрезе; на фиг. 2 - вид по стрелке Б на кольцевой суппорт на фиг. 1; на фиг. 3 - узел подачи резца.
Шпиндели / автомата встроены непосредственно в станину 2 и размещены по окружности с центром на осп Л-А. В щппнделях обычным способом закреплены прутки 3. Бокруг цептра окружпостп размещения щпинделей па цапфе 4 вращается кольцевой суппорт 5 с постояипой скоростью, соответствующей макспмальпой (напбольшей) тангенциальной подаче пз всех подач, необходимых для комплекта фасоннрующих резцов.
На кольцевом суппорте на осп 6 установлены качающиеся резцедерл :авки 7, использующиеся при радиальном врезании. Каждая
из резцедерл авок пружиной 8 поджимается к унору 9, также жестко связанному с суипортом. В пределах угла рабочего хода державка упирается толкателем 10 в кулачок И, неподвижно укрепленный на станине автомата. Действием кулачка на толкатель резцедержавка поворачивается вокруг оси 6, и резец подается в направлении оси изделия.
Кулачок установлен на оси 12, вокруг которой он качаться, и крепится к станине болтами 13.
Поворотом кулачка вокруг оси 12 с помощью регулированного винта 14 (при отпущенных болтах 13) регулируют величину радиальной подачи резца и окончательный разПродольный суппорт 15 выполнен как одно целое с направляющими цапфами, которыми он опирается на втулку 16, запрессованную в станину 2 автомата, и втулку 17, устанавливаемую в кронштейне 18. К продольному суппорту 15 прикреплен делительный диск 19, делительные пазы 20 которого оформлены как направляющие (регулируемые с помощью планок или клиньев), работающие в паре с направляющей планкой 21, укрепленной на станине. На распределительном валу 22 укреплено водило 23. При вращении вала 22 водило, взаимодействуя через ролик 24 с механизмом мальтийского креста (на чертежах не показан), поворачивает суппорт 15 на угол, равный центральному углу между щпинделями. В момент окончания поворота, суппорт 15 через тягу 25 и рычаг-толкатель 26 кулачком 27, сидящим на распределительном валу 22, подается влево, и следующий паз 20 входит в зацепление с планкой 21. На грани продольного суппорта установлен съемник-накопитель деталей, который снимает изделия со всех щпинделей и разгружает их один раз за один оборот кольцевого или продольного суппортов. Периферия кольцевого суппорта 5 используется для привода самых различных механизмов автомата, например муфты 28 зажима прутка, или привода перемещения подающих труб. Шпиндели / автомата приводятся во вращение центральной щестерней 29, которая зацепляется с сидящими на щпинделях зубчатыми колесами, которые в свою очередь приводятся через систему сменных щестерен, установленных на приводном валике 30, от электродвигателя 31.
j-.i..
L ±iL Привод кольцевого суппорта 5 и распределительного вала 22 может иметь различные конструктивные варианты. Приводной валик 30 устанавливается в том месте станины автомата, в котором отсутствует щпиндель (так как предлагается, разбив окружность, например на щесть частей, установить пять щпинделей, а в освободивщееся место встроить их привод. Варианты размещения щпинделей могут быть также различными. Предмет изобретения 1. Многощпиндельный токарный автомат для обработки тел вращения в щпинделях, расположенных по окружности на равных расстояниях друг от друга, режущими инструментами, закрепленными группами в резцоных блоках с возможностью их подналадки, осуществляющими обработку методом тангенциального точения и(или) радиальным врезанием, отличающийся тем, что, с целью новыщения точности обработки, рабочие щпиндели встроены в станину, на которой установлен вращающийся относительно центра расположения щпинделей кольцевой суппорт, несущий одну группу резцовых блоков, а другую группу резцовых блоков и съемник-накопитель несет периодически поворотный, концентрично с кольцевым установленный продольный суппорт. 2. Автомат но п. 1, отличающийся тем, что, с целью осуществления радиального врезания. на станине установлены неподвижные кулачки, взаимодействующие с толкателями резцовых блоков кольцевого суппорта.
Фиг. 2
ГЗ
12
3
| название | год | авторы | номер документа |
|---|---|---|---|
| Многошпиндельный токарный станок | 1990 |
|
SU1785828A1 |
| МНОГОРЕЗЦОВЫЙ ТОКАРНЫЙ АВТОМАТ | 1992 |
|
RU2087302C1 |
| Токарный автомат | 1976 |
|
SU715244A1 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| Резьбонарезной автомат | 1972 |
|
SU593649A3 |
| Токарный кулачковый автомат для нарезания торцовой резьбы | 1981 |
|
SU994170A1 |
| Токарно-револьверный автомат | 1979 |
|
SU882703A1 |
| Автомат для механической обработки мелких деревянных изделий | 1957 |
|
SU109520A1 |
| БИБЛИОТЕКА t. МТЕГ ^^O'TiXHH^ECfjAHi | 1971 |
|
SU294675A1 |
| Автомат для прорезания шлицев в головках винтов | 1978 |
|
SU921732A1 |