Известен агрегат для фрезерования выпрессовки с резиновых фор1мованных подошв, содержащий цепной конвейер с закрепленными на нем каретками, несущими устройства для центрирования и вращения подошв, фрезерные ГОЛОВКИ И привод. Этот агрегат имеет ручную выгрузку И загрузку подошв, а фрезерные головки расположены с одной стороны цепного конвейера. Кроме того, удаление выпрессовки формованных подошв затруднено из-за неравномерной И непостоянной их ширины и толщины.
Предлагаемый агрегат более производителен.
Это достигается тем, что он снабжен механизмами загрузки И выгрузки подошв, а фрезерные ГОЛОВКИ установлены по обе стороны конвейера.
Кроме того, для фрезерования выпрессовки с левой И правой подошв установлено два конвейера с шахматным расположением кареток на ИХ ветвях.
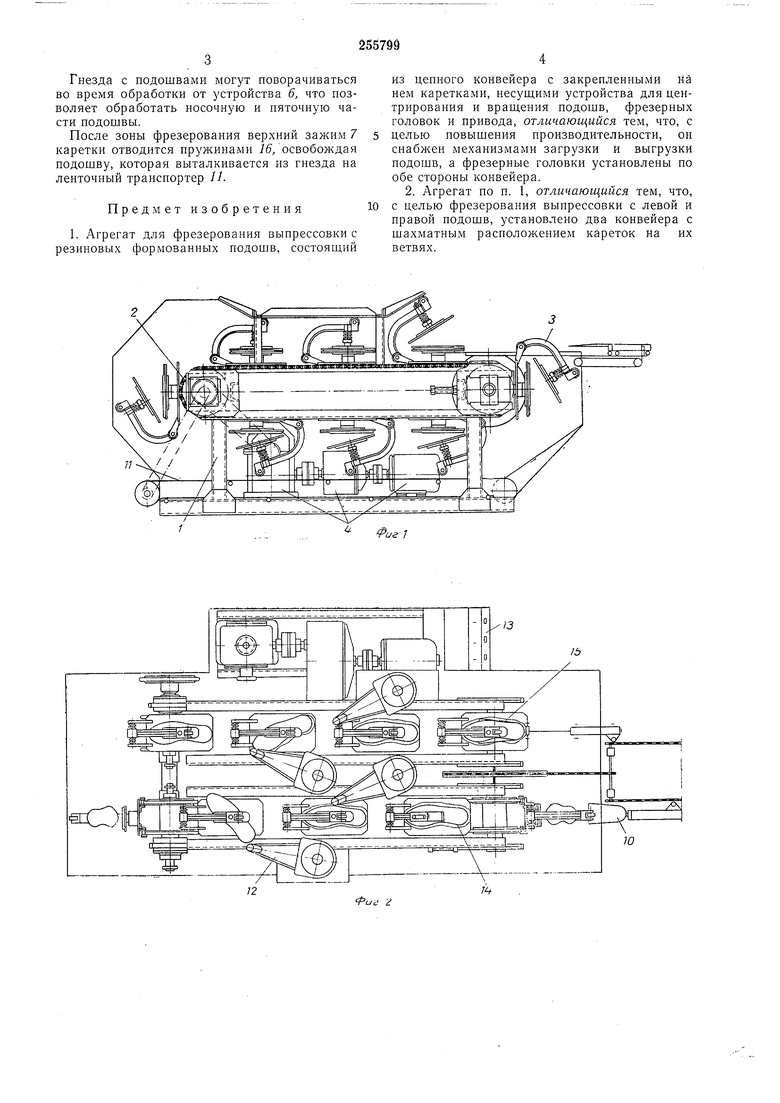
На фиг. 1 изображен описываемый агрегат, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - каретка в двух проекциях.
На станине / агрегата смонтированы два цепных конвейера 2 с закрепленными на них каретками 3, приводимые в движение от индивидуального привода 4.
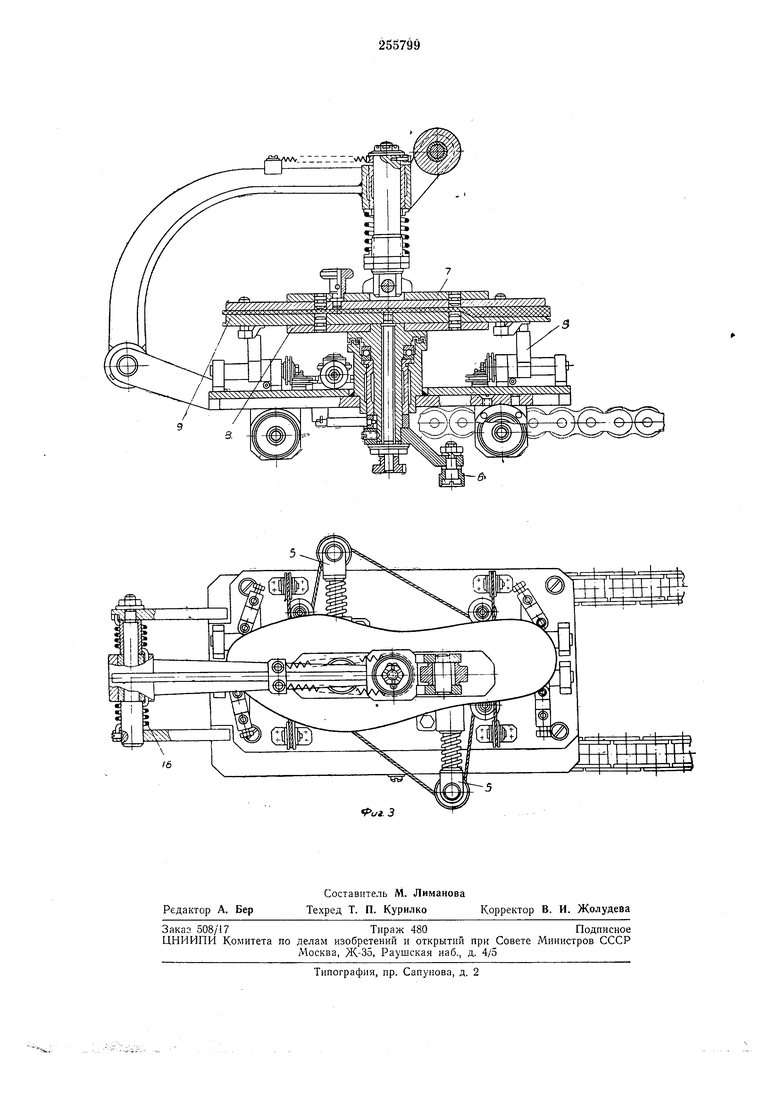
Каретки несут устройство 5 для центрирования подошв, устройство 6 для ИХ поворота, верхний 7 И НИЖНИЙ 8 зажимы и копир-шаблон 9.
Для загрузки подошвами агрегат снабжен механизмом 10, а для выгрузки обработанных подошв на ленточный транспортер 11 Илмеется механизм, установленный на холостой ветви цепного конвейера.
10
На станине 1 по обе стороны конвейера установлены фрезерные головки }2 с индивидуальными приводами.
Агрегат снабжен пневмоотсасьшающей устаВОВКОЙ для удаления отходов; управление агрегатом осуществляется- с пульта 13.
Резиновые формованные подошвы при помощи механизма 10 загружаются по одной на оба цепных конвейера: левая - в гнездо 14 каретки левого конвейера, правая - в гнездо 15 каретки правого конвейера.
При движении кареток подошвы центрируются устройством 5 относительно копир-шаблона 9 И зажимаются между верхним и нижНИМ зажимами 7 и 8.
Перед ЗОНОЙ фрезерования копир-шаблон 9
И обрабатываемая подошва -освобождаются Гнезда с подошвами могут поворачиваться во время обработки от устройства 6, что позволяет обработать носочную и пяточную части подошвы. После зоны фрезерования верхний зажим 7 каретки отводится пружинами / /освобождая подошву, которая выталкивается из гнезда па ленточный транспортер Л. Предмет изобретения 1. Агрегат для фрезерования выпрессовки с резиновых формованных подошв, состояпдий из цепного конвейера с закрепленными на нем каретками, несушими устройства для центрирования и вращения подошв, фрезерпых головок и привода, отличающийся тем, что, с целью повышения производительности, он спабжен механизмами загрузки и выгрузки подошв, а фрезерные головки установлены по обе стороны конвейера. 2. Агрегат по п. 1, отличающийся тем, что, с целью фрезерования выпрессовки с левой и правой подошв, установлено два конвейера с шахматным расположением кареток на их ветвях.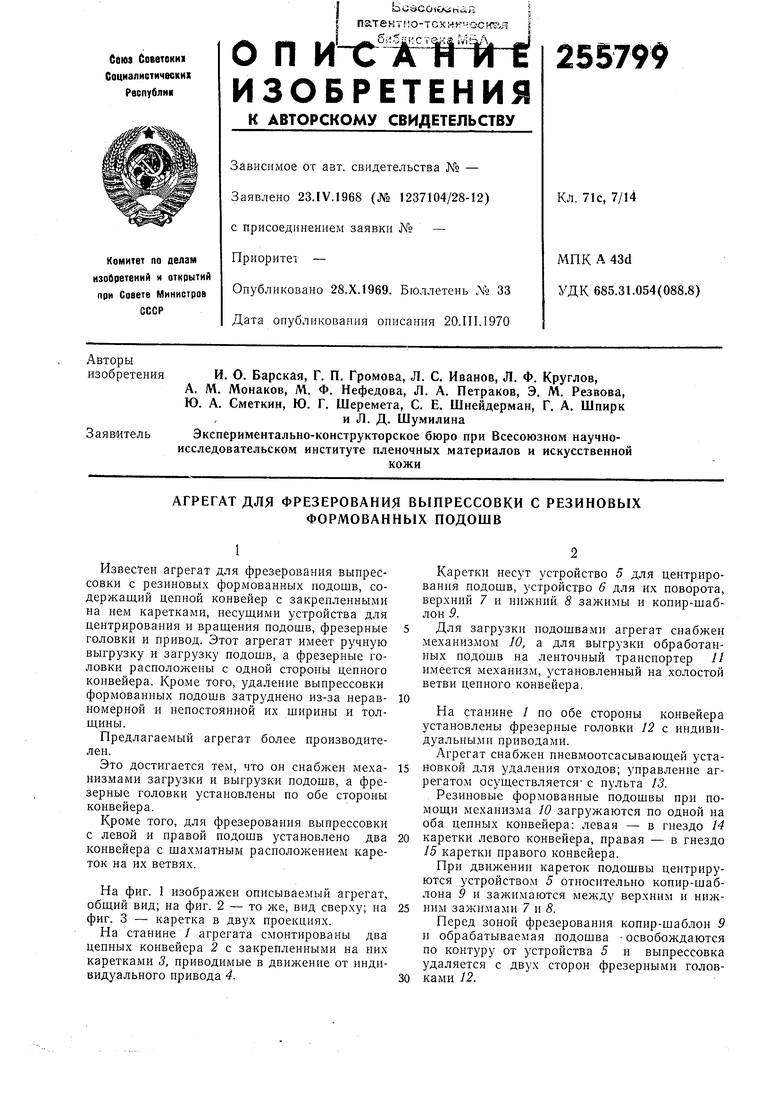
| название | год | авторы | номер документа |
|---|---|---|---|
| АГРЕГАТ ДЛЯ ОБРАБОТКИ УРЕЗА НЕ ПРИКРЕПЛЕННЫХ | 1970 |
|
SU272840A1 |
| АВТОМАТИЧЕСКИЙ ФРЕЗЕРНЫЙ СТАНОК | 1962 |
|
SU150737A1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ДЕТАЛЕЙ СЛОЖНОЙ | 1971 |
|
SU295676A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ГАЗОПОГЛОТИТЕЛЕЙ | 1967 |
|
SU200672A1 |
| УСТРОЙСТВО для ПЕРЕЗАРЯДКИ ВУЛКАНИЗАЦИОННЫХПРЕССОВ | 1970 |
|
SU266201A1 |
| Линия для сборки узлов | 1989 |
|
SU1722771A1 |
| АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ЧЕРНОВОЙ ОБРАБОТКИ КОЛЕЦ НЕПРАВИЛЬНОЙ ФОРМЫ | 1969 |
|
SU252812A1 |
| ПРОДОЛЬНО-ФРЕЗЕРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ СВАРНЫХ СТЫКОВ | 1967 |
|
SU206276A1 |
| ПОТОЧНАЯ ЛИНИЯ для ТРАНСПОРТИРОВАНИЯ и ВЗВЕШИВАНИЯ НАРАБОТАННЫХ БОБИН ПРЯЖИ | 1971 |
|
SU302412A1 |
| МАШИНА ДЛЯ НАНЕСЕНИЯ ОБЛИЦОВКИ НА КОКИЛИВ ГМ SФ01Щ внш^^рт^е | 1973 |
|
SU420388A1 |