Изобретение относится к ироизводству фиброцементных -изделий, иаиример асбестоцементных, при которол используют для формования изделий шнековые ирессы.
Известен дори к шиековому ирессу, выполненный с винтовой резьбой иа его иоверхпости.
Для исключения вращения изделий и улучшения их качества к выходному концу предлагаемого дорна прикреплен иа подшипниках калибратор. Винтовая резьба быть выполнена с постепенно уменьшающейся ее глубиной и увеличивающимся числом заходов к выходному концу дорна.
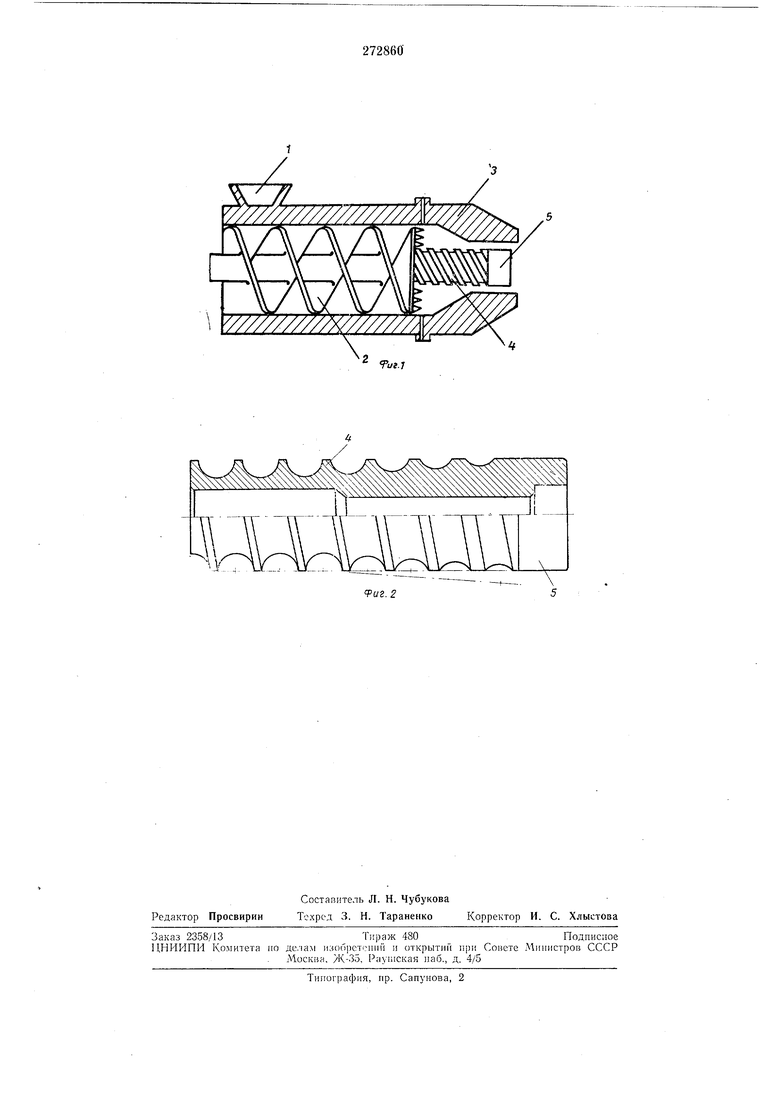
На фиг. 1 изображен шнековый пресс с предлагаемым дорном, общий вид; на фиг. 2 - дорн.
Шнековый нресс состоит из корпуса с приемным бункером /, шнека 2, мундштука 3 и дорна 4, имеющего на конечной части калибратор 5. Калибратор может иметь любую форму в зависимости от требуемого профиля готового изделия.
Для улучшения качества внутренней поверхности изделия и обеспечеиия заданных геометрических размеров винтовая резьба выполнена с постепенно уменьщающеися ее глубиной и увеличивающимся числом заходов к выходному концу дориа.
Подготовлеимая фибродемеитиая масса поступает в буикер 1 кориуса и щиеком 2 непрерывно продвигается вперед п предварнтельио уплотияется. Затем масса поступает в муидштук 3, где с помощью дорна п происходит окончательное уплотнение и формование изделия. При выходе из иресса отформованное изделие ирИ1П1мается тем или иным приемным устройством.
Предмет нзобретения
1. Дорн к щиековому прессу для формованпя фиброцементиых изделий, выполненный с винтовой резьбой на его поверхности, отличающийся тем, что, с целью исключеиия вращення изделий и улучщення их качества, к
выходному концу дорна нрикреплеи на подщипииках калибратор.
2. Дори по и. 1, отличающийся тем, что винтовая резьба выполнена с постепенно уменьщаюп1ейся ее глубиной и увеличивающимся числом заходов к выходному концу дорна.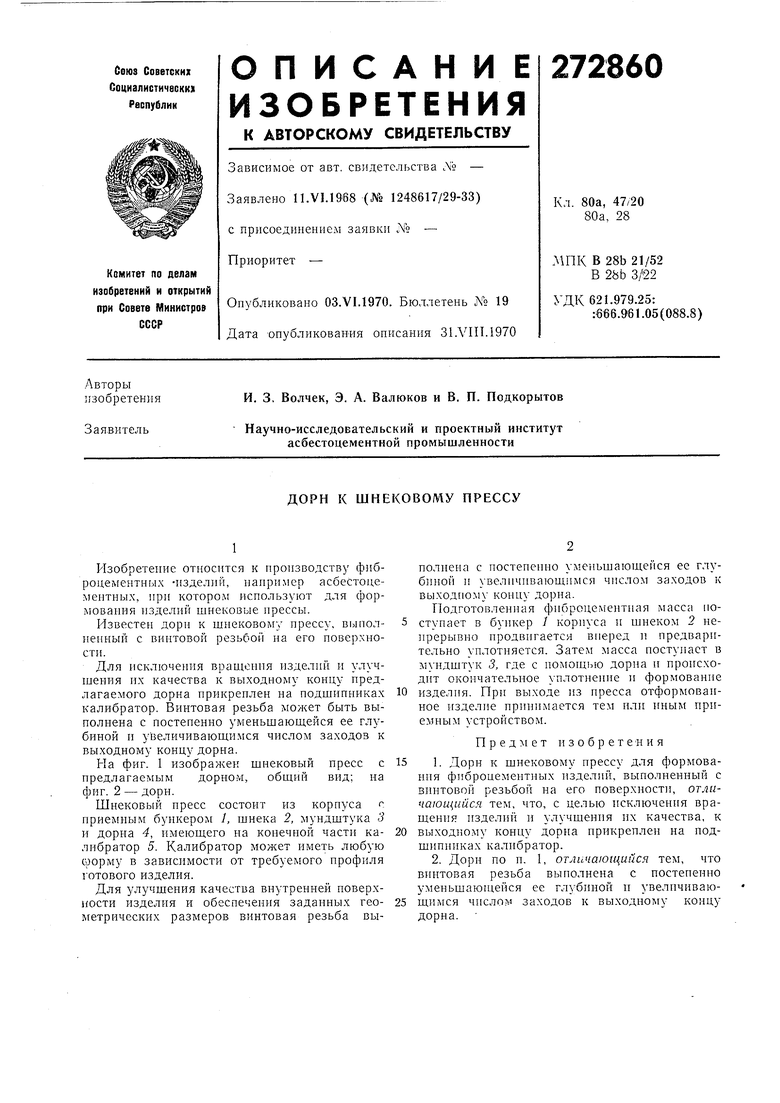
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ РУКАВНОЙ ПОЛИМЕРНОЙ ПЛЕНКИ | 1992 |
|
RU2010716C1 |
| Экструдер | 2019 |
|
RU2715394C1 |
| ПРЕСС ДЛЯ ПОЛУЧЕНИЯ МАСЛА И ТЕКСТУРИРОВАННЫХ ЖМЫХОВ | 2010 |
|
RU2430147C1 |
| Экструзионная головка для переработки пластмасс | 1986 |
|
SU1362646A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ ЭКСТРУЗИИ ФИЛЬТРУЮЩИХ ЭЛЕМЕНТОВ | 2000 |
|
RU2171744C1 |
| ФОРМОВОЧНЫЙ МАТЕРИАЛ ДЛЯ ЭКСТРУЗИОННОГО ФОРМОВАНИЯ СО ВСПЕНИВАНИЕМ, СПОСОБ ЕГО ПОЛУЧЕНИЯ, ФОРМОВАННЫЙ ДРЕВЕСНО-НАПОЛНЕННЫЙ ПЕНОПЛАСТ, ПОЛУЧЕННЫЙ ИЗ УКАЗАННОГО ФОРМОВОЧНОГО МАТЕРИАЛА, И СПОСОБ И УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ТАКОГО ПЕНОПЛАСТА | 2010 |
|
RU2530047C9 |
| Способ получения длинномерных полых изделий из дискретных или пластифицированных материалов | 2022 |
|
RU2790693C1 |
| Экструзионная головка для нанесения покрытия на трубы | 1987 |
|
SU1382652A1 |
| Головка экструзионного шнекового пресса | 1971 |
|
SU444693A1 |
| Устройство для получения длинномерных полых изделий из дискретных или пластифицированных материалов | 2022 |
|
RU2790694C1 |
Vuz. 2
