Известно устройство для групповой загрузки деталей иолуироводниковых приборов, которое состоит из вибропитателя подачи деталей и установленного против его выхода загрузочного шаблона с продольными пазами и натравляющими для перемещения деталей.
Недостатком этого устройства является невозможность высокопроизводительной загрузки деталей в форме гвоздей, например ножек полупроводниковых Приборов, а также деталей указанной формы из немагнитных материалов, в кассеты с любым межцеитровым шагом между гнездами.
Предложеиное устройство характеризуется повыщенной производительностью труда при загрузке деталей типа ножек полупроводниковых приборов. Оно отличается тем, что его загрузочный шаблон выполнен со сквозными отверстиями, расположенными на одной из направляющих перемеихения деталей и сообщающихся с пазом ио всей его высоте, причем противолежащая направляющая несколько выше. Для пропуска деталей в загружаемую кассету шаблон снабжен зубчатым затвором, зубья которого выполнены с фасками, наклоненными к центру отверстий.
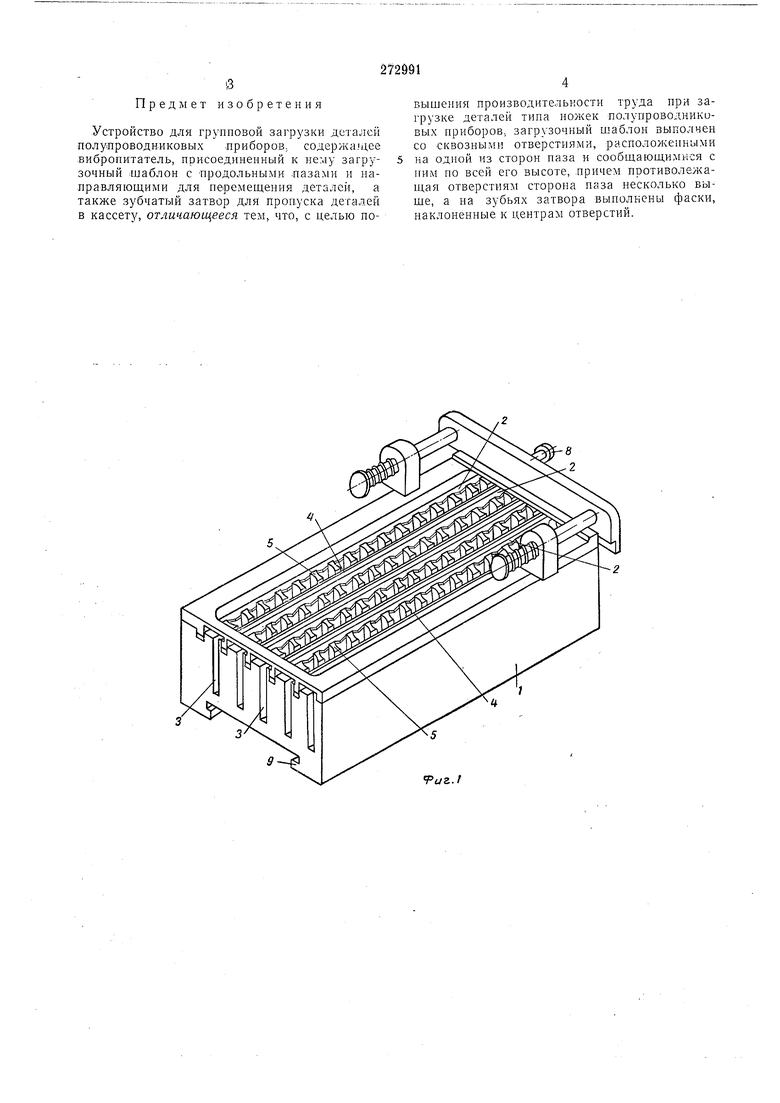
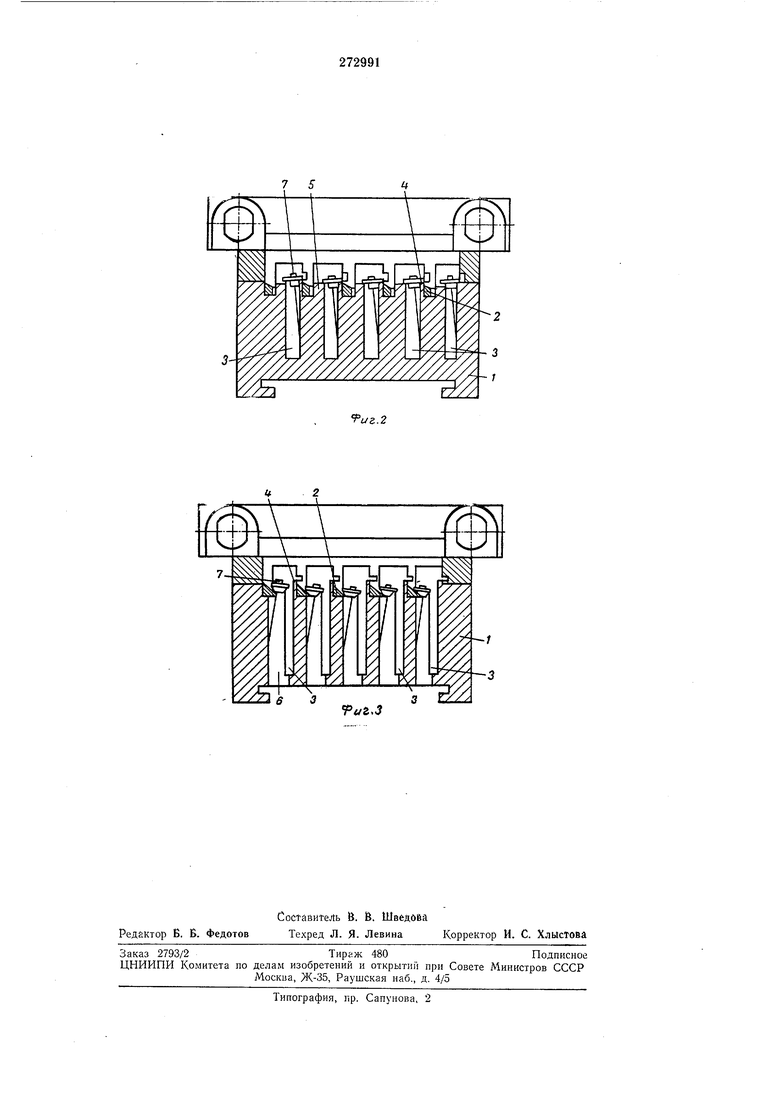
Устройство состоит из корпуса /, который является приставкой к вибропитателю, и подпружиненного зубчатого затвора 2. Корпус выполнен с продольными пазами 3 и направляющими 4 и 5. причем направляющая 4 выступает над направляющей 5. Параллельно пазам 3 в направляющей 5 выполнены сквозные отверстия 6. Будучи частично совмещены, с пазами, они имеют проход, соединяющий их
с пазом.
Ориентированные в лазах вибропитателя детали 7 под действием вибрации перемещаются в пазах 3 по направляющпм 4 и 5. Так как иаправляющая 4 выше направляющей 5,
то детали движутся в наклонном состоянии и под действием собственной тяжести попадают в отверстия 6, где удерживаются зубьялги затвора 2. Благодаря наличию на зубьях затвора фасок детали зависают над ними с наклоном в сторону, противоположную пазу. Таким образом они сначала западают в первые отверстия и своими головками закрывают их, что обеспечивает проход через эти отверстия следующих деталей.
После заиолнепия всех отверстий деталями нажимают на ручку 8 зубчатого затвора 2, и освобожденные детали сбрасываются в кассету, устанавливаемую в направляющих 9. Загруженная деталями кассета заменяется l3 Предмет изобретения Устройство для групиовой загрузки деталей полупроводниковых .приборов, содержа/цее вибропитатель, присоединенный к нему загрузочный :шаблон с -продольными лазами и направляющими для перемещения деталей, а также зубчатый затвор для пропуска деталей в кассету, отличающееся тем, что, с целью поБышения производительности труда при загрузке деталей типа ножек полупроводниковых приборов, загрузочный шаблон выполнен со сквозными отверстиями, расположенными на одной из сторон паза и сообщающимися с ним по всей его высоте, .причем противолежащая отверстиям сторона паза несколько выше, а па зубьях затвора выполнены фаски, паклоненпые к центрам отверстий.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПЛЕКТ ПРИСПОСОБЛЕНИЙ ДЛЯ СБОРКИр — п | 1965 |
|
SU174726A1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ ФЕРРОМАГНИТНЫХДЕТАЛЕЙ | 1972 |
|
SU435573A1 |
| УСТРОЙСТВО ДЛЯ ГРУППОВОЙ СБОРКИ ПОЛУПРОВОДНИКОВЫХ ПРИБОРОВ | 1971 |
|
SU303679A1 |
| Устройство группового ориентирования деталей | 1977 |
|
SU765907A1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕГРУЗКИ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО ПОЛУПРОВОДНИКОВЫХ ПРИБОРОВ | 1990 |
|
RU2028698C1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ В КАССЕТУ КРИСТАЛЛОВ ПОЛУПРОВОДНИКОВЫХ ПРИБОРОВ | 1972 |
|
SU421073A1 |
| УСТРОЙСТВО для ЗАГРУЗКИ ТАБЛЕТКАМИ ПРЕСС-МАТЕРИАЛА ПРЕСС-ФОРМ ПРЕССА | 1970 |
|
SU279029A1 |
| КАССЕТА ДЛЯ ГРУППОВОЙ ФИКСАЦИИ НОЖЕК ПОЛУПРОВОДНИКОВЫХ ПРИБОРОВ | 1967 |
|
SU200012A1 |
| УСТРОЙСТВО для ПОДАЧИ ДЕТАЛЕЙ | 1970 |
|
SU261116A1 |
| ПДТПЭТИО- -f ^ 1^^ танй^:2(:;:АЯ '^БИКЛЙСТЕКЛ | 1969 |
|
SU235728A1 |
.t
7 5
