Известно устройство для групповой установки пустотелых заклепок на печатные платы, содержащее бункер для загрузки заклепок, каретку с матрицей, головку с пуансонами и приводной механизм.
В предлагаемом устройстве для повышения надежности работы бункер снабжен ползуном, верхняя часть которого оканчивается наклонными ножами с пазами для захвата и ориентации заклепок, а матрица каретки состоит из двух плит, одна из которых снабжена иглами, служащими для переноса заклепок, и соединена посредством пружин с другой неподвижной плитой.
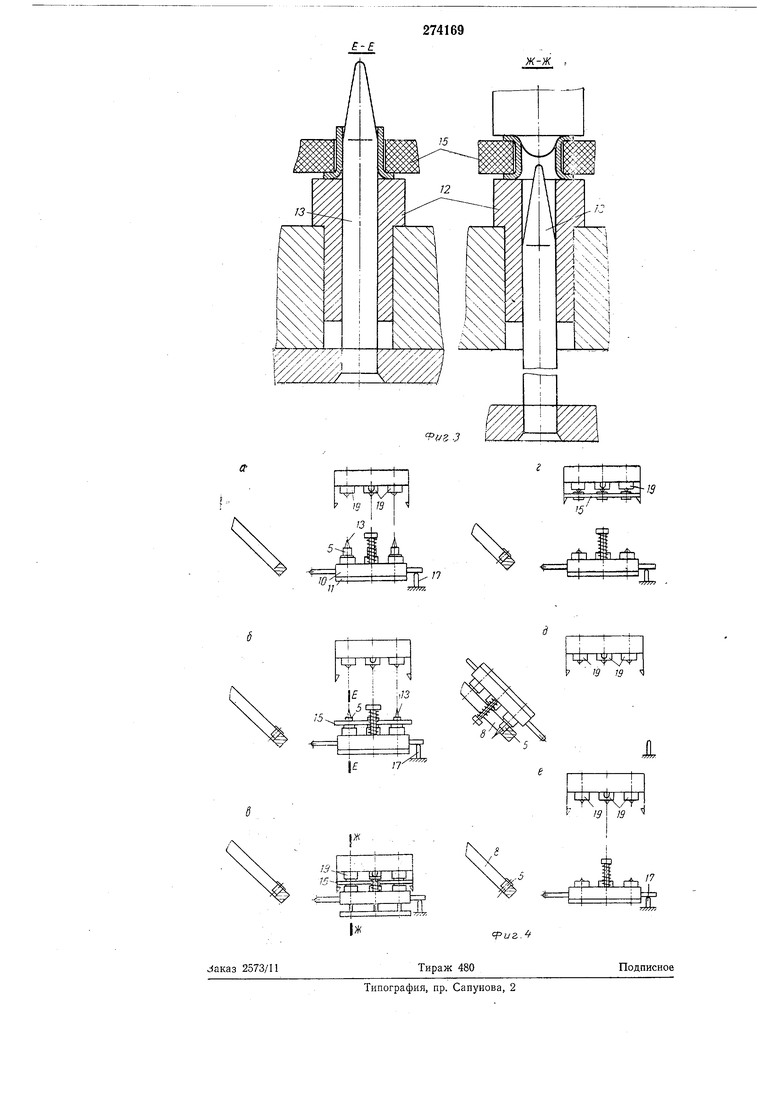
На фиг. 1 изображена кинематическая схема предлагаемого устройства (разрез по оси устройства); на фиг. 2 - то же, фронтальная проекция; на фиг. 3 - сечения поворотной каретки; на фиг. 4, а-ж - технологическая последовательность работы устройства.
Устройство снабжено бункером 1, внутри которого возвратно-поступательно в вертикальной плоскости движется ползун 2. Его верхняя часть оканчивается наклонными ножами 3 с пазами 4 для захвата и ориентации заклепок 5. Находясь в крайнем верхнем положении, ножи ползуна совпадают с наклонными направляющими накопителя 6, которые имеют аналогичное сечение с ножами ползуна. В нижней части накопителя находится отсекатель 7, выполненный в виде гребенки, которая в процессе работы от каждого ручья накопителя & отсекает по одной заклепке 5 и дает возможность скользить им по питающим ручьям 8 вниз до упоров 9, взаимное расположение которых обеспечивает ориентацию заклепок в точном соответствии с их расположением на печатной плате.
Перенос заклепок в исходное положение перед их развальцовкой на плате осуществляется с номощью поворотной каретки, состоящей из неподвижной 10 и подвижной Л плит. Ненодвижная плита 10 снабжена матрицами 12, которые расположены в соответствии с расположением на печатной плате закленок. Внутри матриц 12 имеются иглы 13 (см. фиг. 3 и 2) с заостренными концами для захвата заклепок 5 путем заклинивания. Иглы 13 жестко закреплены на подвил ной плите 11, которая с помощью пружин 14 снизу прижата к неподвижной плите 10 каретки. В момент подхода каретки к заклепкам иглы 13 нанизывают их на себя с некоторым натягом, необходимым для их переноса. Плата 15 вручную зстанавливается в фиксированном положении с помощью направляющих щтырей 16 на каретке в тот момент, когда она находится на упоре 17.
21, а с помощью штока 22 жестко связана с поршнем 23 пневмоцилиндра 24.
Все механизмы устройства получают движение от электродвигателя 25 через две ременные 26 и 27 и одну червячную 28-29 передачи посредством кулачково-распределительного вала 30.
Устройство работает следуюшим образом.
Заклепки 5 помешают в бункер /, откуда они с помош,ью ползуна 2 загружаются в направляющие накопителя 6. Цикл работы устройства начинается в момент, когда поворотная каретка с заклепками 5 лежит на упоре 17 (см. фиг. 4,о). Печатная плата вручную устанавливается на направляющие штыри 16 поворотной каретки. При этом заклепки 5 входят в соответствуюшие монтажные отверстия (на чертеже не показаны) платы 15 (см. фиг. 4,6 и сечение Е-Е на-фиг. 3). Далее включается электромагнитная муфта 31, которая сообщает движение кулачково-распределительному валу 30. Одновременно электромагнит 32 освобождает палец 33 из зацепления с диском 34, а кулачок 55, нажимая на шток 36 трехходового клапана, сообщает рабочее движение в верхнюю полость цилиндра 24, в результате чего головка /5-с помощью пуансонов 19 развальцовывает на плате 15 все закленки одновременно (см. фиг. 4,в и сечение Ж-Ж на фиг. S). При движении штока 36 трехходового клапана вниз рабочее давление перекрывается, и верхняя часть цилиндра 24 соединяется с атмосферой, а поршень 23 с головкой 18 под действием пружины 37
занимают верхнее исходное положение, одновременно с помощью пружинных собачек 21 снимая с поворотной каретки плату 15 с развальцованными в ней заклепками .(см. фиг. 4,г). Далее поворотная каретка, получая движение от кулачка 55 через толкатель 39 и реечную пару 40-41, поворачиваясь, захватывает новую партию заклепок, которые с помощью отсекателя 7 занимают исходное положение в питающих ручьях 5 (см. фиг. 4,(3). В момент новорота каретки в исходное положение до упора отсекатель 7, получая движение от кулачка 42 через толкатель 43 и клин, отсекает новую партию заклепок, которые занимают исходное положение (см. фиг. 4,е). Далее плата 15 с развальцованными на ней заклепками 5 снимается с устройства, и цикл работы повторяется.
Предметизобретения
Устройство для групповой установки пустотелых заклепок на печатные платы, содержащее бункер для загрузки заклепок, каретку с матрицей, головку с пуансонами и приводной механизм, отличающееся тем, что, с целью повышения надежности работы устройства, бункер снабжен ползуном, верхняя часть которого оканчивается наклонными ножами с пазами для захвата и ориентации заклепок,
а матрица каретки состоит из двух плит, одна из которых снабл ена иглами, служащими для переноса заклепок, и соединена посредством с другой неподвижной плитой.
в-в

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматический штамп для изготовления пустотелых заклепок из проволоки | 1957 |
|
SU113850A1 |
| Станок для механического набора и опрессовки заклепок в отверстия змейкового полусепаратора шарикоподшипника | 1952 |
|
SU103763A1 |
| Поточная линия для изготовления витых ленточных магнитопроводов | 1985 |
|
SU1317570A1 |
| Устройство для клепки полусепараторов | 1979 |
|
SU971553A1 |
| Устройство для изготовления полупустотелых заклепок | 1991 |
|
SU1819184A3 |
| Полуавтоматическая линия для сборки и клепки деталей | 1984 |
|
SU1225762A1 |
| Устройство для групповой установки деталей типа заклепок в изделие | 1977 |
|
SU719854A1 |
| Устройство для установки радиоэлементов на печатную плату | 1988 |
|
SU1734254A1 |
| Устройство для клепки | 1985 |
|
SU1297980A1 |
| Способ изготовления полупустотелых и пустотелых заклепок из проволоки | 1961 |
|
SU147903A1 |