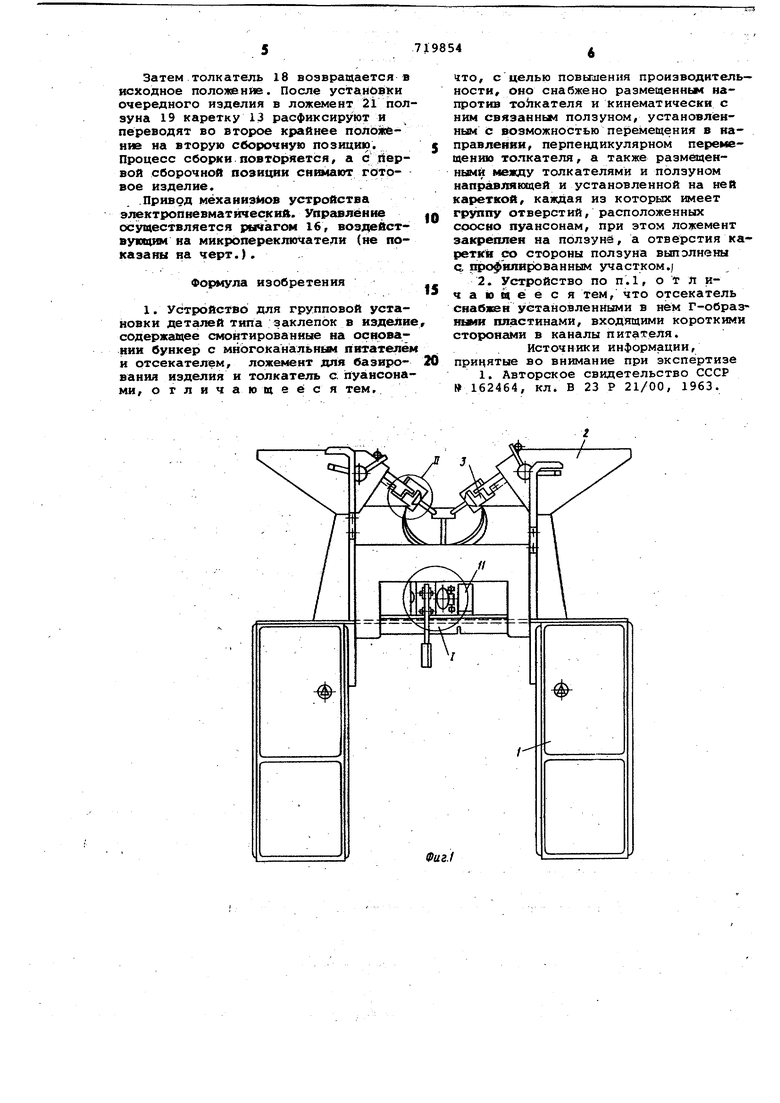
Изобретение относится к ме хамосборочному производству, в частности к устройствам для групповой установки деталей типа заклепок в изделие например,массажную щетку. Известно устройство для групповой установки заклепок, содержащее загру зочный бункер с многоканальным питателем, ложемент для базирования издеЛИЯ, в которое устанавливают за1 лепки, ползун с пуансонами и элементы базирования заклепок, вьшолненные в виде разжимных цанг 1. Однакд такое устройство не позволяет производить одновременную установку множества заклепбк в изделие при небольших расстояниях между ними. Это ограничивает производительность устройства. Цель изобретения - повышен.ие производительности. Цель достигается тем, что устройство снабжено размещенным напротив толкателя и кинематически с,Н1Ш связанным ползуном, установленным с возможностью перемещения в направлении, перпендикулярном перемещению толкателя, а также размещенными межд толкателями и ползуном направляющей .и установленной на ней кареткой, каж дан из которых имеет группу отверстий, расположенных соосно пуансонам, при этом ложемент закреплен на ползуне, а отверстия каретки со стороны ползуна выполнены спрофилированным уча стком. Кроме того, отсекатель устройст-. ва может быть снабжен Т-образными пластинами, входящими короткими сторонами в каналы питателя. На фиг. 1 из6б;ражен общий вид устройства; на фиг. 2 - Узел Т фиг. на фиг. 3 - разрез А-А фиг. 2; на фиг. 4 - разрез Б-Б фиг. 2; на. фиг. 5 - Узел ТГ фиг. 1; на фиг. 6 - вид В фиг. 5; на фиг. 7 - разрез Г-Г фиг. 3. Устройство содержит смонтированные на основании 1 два бункера 2, каждыйиз которых соединен с многоканальным питателем 3, выполненным в виде лотков-накопителей 4, оканчивающихся расположенными в горизонтальной плоскости трубчатыми лотками 5, а также отсекателя 6, установленного в корпусе 7 с возможностью возвратнО-поступательного перемещения. На от.секателе 6 смонтированы по числу лотков Г-образные пластины 8, входящие короткими концами в поперечные
пазы 9, выпрлнеиные в лотках 4. Лотки 5 соединены через отверстия io с
йа гйстралью подачи сжатого sоэдуха.
Под бункерами на направляющей 11, закреплённой на основании 1 посредством кронштейнов 12, установлена каретка 13, ймёицая две группы отверстий 14 по числу устанавливаемых детгшей, выполненные профилированными, т.е. имеющие конусные углублеШ1й вЩй& оси с6 c c poHbj i airai KjilceНКя изделия, Каретка 13 перемещается
М fW 3bHTaJtib ноМ наПравле н ии от одной сОоро ной пЬзиции кдругой, каждИ Я из КбторЬос сЬответствует расположению групп отверстий 15, выполНённбйс в направлянадей 11.
Каретка 13 снабжена мехаГиТ Шр 1б фиксации, фтйейируюйщм её :Й1Э ние на каждой сборочной позиции. Отверстия 15, /ветрлнённые Вйапраёйяющей 11, 15аспрложемы сроено отверстй ям 14 каретки 13 при их совмещении. На каждой сборочной пойЩййП стайовлены nyaiHcoHH 17 по числу отверстий 15 направляющей 11 и ,соосно им пу&НсрН1л закрепл:ены на толкателе 18. Протий каждой группа отверстий 14 каретки 13 установлен подпружиненный . ползун 19, опирающийся на регулируемый упор 20. На каждом ползуне 19 закреплен ложемент 21 для базирова нйя йЩ ёййяГгв )р€ ё-устайавлийают детали, выпрлненный в виде установленного на полуосях 2И подпружиненного замк 23, взаимодействующего с кронштейном 24 при перемещении каретки 13 на сборочную позицию. Положение йОлзуна 19 отрегулировано упором 20, так что отверстия лржемента 21 смещены относительно отверстий 14 каретки 13 вниз; .на величину, зависящук от разности между радиусрм BtJCTyna устанавливаемой детали и радиусрм, ее нржки. На реи 25 ползунг. 19 смонтирован ролик 26, взаимоде ствующий при перемещении толкателя 18 с кулачком 27, закрепленным на толкателе посредством рычага 28. Между группами отверстий 15 нйпрйвлякадей 11 со стороны толкателя 18 установлена матрица 29, йй ё1ойСаЯ Ьдну группу ртверстий, расположенных соосно. питателя 3 и соедйненньрс с трубчатыми лотками 5 гибкими трубками ЗО. В направляйцей сторбйы матрицы 29 выполнено поднутрение, 31 для выходи сжатОго воздуха.
Уртройство работает следующим образол. В бункеры 2 навалом загружают
айырй сВыРтупаМи, устанавливаешле в изделие, и включают привод бункеров. Штыри ориентируются в. бункерах и поступают в многоканальный пит а:тель 3. Неориентиррваннйе штыри возвращаются в бункеры. ОриентйрованЙШ штыри .СК по наклонным
лоткам-накопйтелям 4 до Г-образных пластин 8 и задерживаются ими. Благодаря тому, что Г-образные пластины входят в поперечные пазы на лоткахнакопителях , штыри с выступами не теряют ориентации и не заклиниваются ножками в пазах лотков-накопителей. При ходе ртсекателя 6/влево (фиг. 6) от потоков штырей каждого лртка,накопителя 4 . отделяется пр О,цному штырю, которые попадают затем в трубчатые лотки 5, а из них через гибкие трубки 30 в матрицу 29. Отсекательб занимает исходное положение.
Для повышения скорости и надежности транспортирования в горизонтальные отверстия матрицы 29 прим нен сжатый воздух, действующий на транспортируемы штыри из наклонных отверстий 10, с6 единенн1лх с магистралью подачи сжатого воздуха. Из матрицы 29 под действием сжатого врздуха штыри проходят в соответствующие отверстия 14 каретки 13 и упирэются в направляющую 11, имеющую здесь прднутрение 31, соединяющееся с УгловБ1МИ каналами каретки 13 для свободного выхода сжатрго воздуха и исключениясоздания противодавления на штыри. Изделие устанавливают в ложемент 21,пЬйле чего каретку 13 перемещают в крайнее левое прложенйе (фиг. 2 ) и фиксируют Механизмом 16. При перемещений каретки замок 23 наезжает на кронштейн 24 и, поворачиваясь на полуосях 22, сжимает пружину и запирает изделие. При этом включается привод толкателя 18 и срабатЕлвает отсекатель 6 питателей 3, подавая штыри с выступами на вторую сборочную позицию каретки
13;.. . .-
Толкатель 18 совершает ход влево (фиг. 4) и рвойми пуансонами 17 продвигает штыЕ с выртупами к изделию. Штыри с выступами занимают в профилйрован1ных отверстиях 10, имекяцих горизонтальную ось, наклонное положение и, двигаясь ножками вперед, ориетируются в этих отверстиях. При ножки штырей располагаются против ёдОТйёУеТйУкИ1йх отверстий изделия, смещенных относительно профилированHbpt отверстий 14 каретки 13 на величйнУ, за.вйСящую от разности между радиусом выеTyria штыря и радиусом ег ножки. После того, как ножки штырей cjierka войдут в отверстия изделия, рычаг 28 начнет перемещать кулачок 27, Который, взаимодействуя с роликом 26, поднимает ползун 19 и вмес.те с НИМ изделие в ложементе, умень/щая до нуля начальное смещение отверстий изделия относительно соответствующих профилированных отверсти .14 каретки 13. Пуансоны 17 дрсьшают вгплри с выступами в отверстия издели Затем толкатель 18 возвращается в исходное положение. После установки очередного изделия в ложемент 121 пол зуна 19 каретку 13 расфиксируют и переводят во второе крайнее полЫёние на вторую сборочную позицию. Процесс сборки повторяется, а с йервой сборочной позиции снимают готовое изделие.. .Привод мёханизйов устройства электропневматйческий. Упргиэлёние осуществляется рычагом 16, воздействукяцюи на микропереключатели (не показаны fia черт.). . Формула изобретения 1. Устройство для групповой установки деталей типа заклепок в издели содержащее смонтированные на основании бункер с многоканальным питателе и отсекателем, ложемент для базирования изделия и толкатель с пуансона ми, отличающееся тем. что, с целью повышения производительности, оно снабжено размещенньм напротив толкателя и кинематически с ним связанным ползуном, установленным с возможностью перемещения в направлеини, перпендикулярном перемещению толкателя, а также размёщенНЕ04И между толкателями и ползуном направлякхцей и установленной на ней кареткой, каждая из которых имеет группу отверстий, расположенных соосяо пуансонам, при этом ложемент закреплен на ползуне, а отверстия каретки со стороны ползуна выполнены с щюфИлйрованным участком. 2. Устройство по П.1, о т л ичаюйёеся тем, что отсекатель снабжен установленными в нем Г-образными пластинами, входящими короткими стороиами в каналы питателя. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 162464, кл. В 23 Р 21/00, 1963.

| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтоматическая линия для сборки и клепки деталей | 1984 |
|
SU1225762A1 |
| Устройство для сборки и клепки | 1981 |
|
SU996041A1 |
| Устройство для клепки | 1985 |
|
SU1297980A1 |
| Клепальный станок | 1975 |
|
SU526432A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Полуавтомат для клепки тормозных колодок | 1984 |
|
SU1224083A1 |
| УСТРОЙСТВО ДЛЯ ГРУППОВОЙ УСТАНОВКИ/ПУСТОТЕЛЫХ ЗАКЛЕПОК НА ПЕЧАТНЫЕ ПЛАТ^Ы | 1970 |
|
SU274169A1 |
| УСТРОЙСТВО для СБОРКИ ДЕТАЛЕЙ | 1972 |
|
SU340508A1 |
| Бункерное захватно-ориентирующее устройство | 1977 |
|
SU772653A1 |
| Устройство для клепки полусепараторов | 1979 |
|
SU971553A1 |


.--J
:..: i/r: X -r:--r; ;, .V /
; Ж 1й;вг %г- ж-г и«: У8; г-.
f 19854 L
X
Фиг.}
