Описываемый кантователь относится к сварочному оборудованию для поворота изделий при сварке.
Известен кантователь для сварки, содержащий поворотную раму с установленными на ее стемках винтовыми прижимами. Однако на этих кантователях невозможно производить Лравку свариваемых изделий, что снижает производительность производства свар-ных изделий.
Для совмещения в одном кантователе операций сварки и предварительного выгиба и повышению благодаря этому производительности описываемый кантователь снабжен винтовыми прил :имами и разжимными элементами, взаимодействующими с приводной гайкой, смонтированной с двусторонними осевыми зазорами в опорах стойки, установленной на раме между винтовыми прижимами, лричем к концам винтовых прижимов и разжимных элементов прикреплены самоустапавливающиеся пяты.
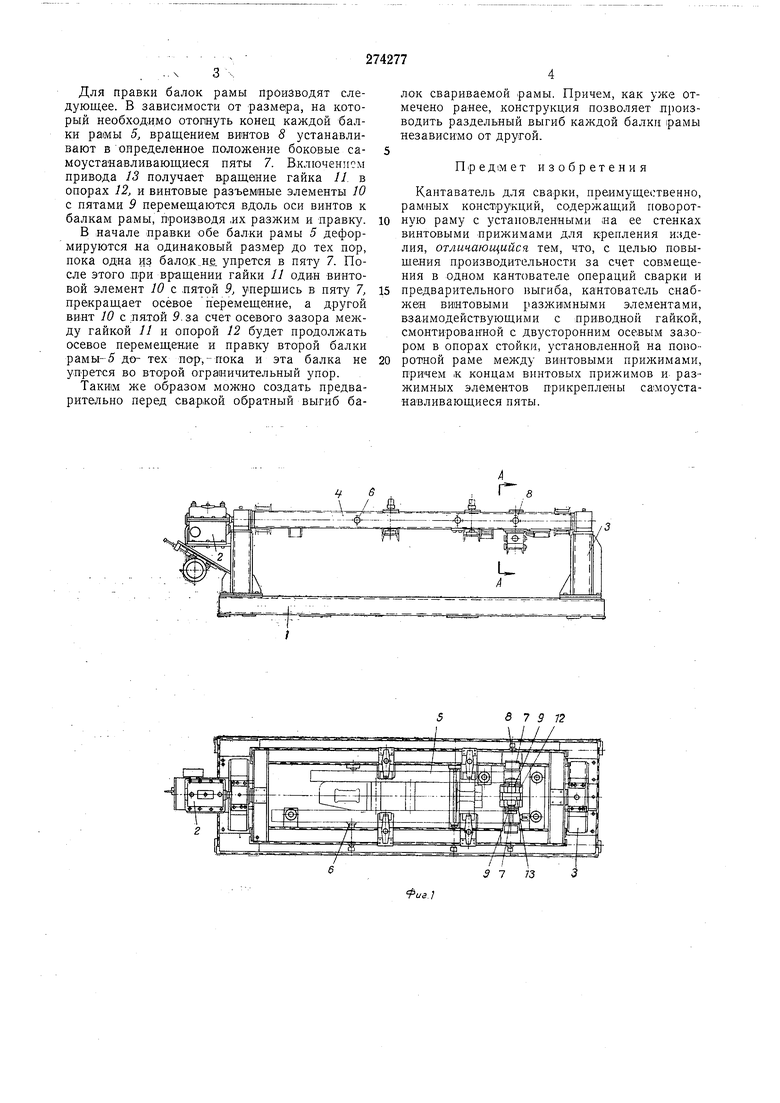
На фиг. 1 изображен описываемый кантователь в двух проекциях; яа фиг. 2 - разрез по А-А на фиг. 1.
На раме / кантователя установлены приводная бабка 2 и неприводная бабка 3. К валам бабок 2 н 3 прикреплена поворотная рама 4 кантователя, на опорные базовые поверхности которой укладывается свариваемая рама 5. Изделие закрепляется в поворотной раме 4 прижимами 6.
В поворотную раму 4 вмонтировано охватывающее свариваемое изделие, боковые самоустанавливающиеся пяты 7, перемещаемые раздельно винтами 8. Между балками свариваемой рамы 5 установлены пяты Я шарнирно прикрепленные к винтовым разъемным
элементам 10.
Винтовые элементы 10, один с левой, другой с правой нарезкой резьбы, приводятся гайкой //, установленной в опорах 12 с осевым зазором между заточкой на наружной
поверхности гайки и торцом опоры с каждой стороны. Гайка 11 получает вращение от привода 13.
Работает кантователь следующим образом. Собранная и прихваченная свариваемая
рама 5 укладывается в поворотную раму 4 кантователя и закрепляется прижимами 6. Рабочий, включая .приводную бабку 2, устанавливает поворотную раму 4 с изделием в удобное положение и производит сварку.
В процессе сварки изделия свободные концы балок свариваемой рамы 5 в результате возникающих напряжений сводятся внутрь к оси рамы. Производят замеры деформации конца каждой балки от оси рамы 5 в отдельДля правки балок рамы производят следующее. В зависимости от pasMeipa, на который необходимо отопнуть конец каждой балки рамы 5, вращением виитов 8 устанавливают в определенное положение боковые самоустанавливающиеся пяты 7. Включением привода 13 получает вращение гайка //, в опорах 12, и винтовые разъемные элементы 10 с пятами 9 перемещаются вдоль оси винтов к балкам рамы, производя ,их разжим и правку.
В начале правки обе балки рамы 5 деформируются на одинаковый размер до тех пор, пока одна из балок ..не. упрется в пяту 7. После этого при вращении гайки 11 одни винтовой элемент 10 с лятой Я упершись в пяту 7, прекращает осевое перемещение, а другой винт 10 с лятой 9. за счет осевого зазора между гайкой 11 и опорой 12 будет продолжать осевое перемещение и правку второй балки рамы-5 до- тех пор,-пока и эта балка не упрется во второй ограничительный упор.
Таки1м же образом можно создать предварительно перед сваркой обратный выгиб балок свариваемой рамы. Причем, как уже отмечено ранее, конструкция позволяет производить раздельный выгиб каждой балки рамы независимо от другой.
Предмет изобретения
Кантаватель для сварки, преимущественно, рамных конструкций, содержащий поворотную раму с установленными на ее стенках винтовыми прижимами для крепления иаделия, отличающийся тем, что, с целью повышения производительности за счет совмещения в одном кантователе операций сварки и
предварительного иыгиба, кантователь снабжен винтовыми разжи1мными элементами, взаимодействующими с приводной гайкой, смонтированной с двусторонним осевым зазором в опорах стойки, установленной на новоротной раме между винтовыми прижимами, причем гк концам винтовых прижимов и разжимных элементов прикреплены самоустанавливающиеся пяты.
| название | год | авторы | номер документа |
|---|---|---|---|
| Кантователь для автоматической сварки продольных швов изделий типа балок В.С.Левадного | 1988 |
|
SU1622112A1 |
| Кантователь для сварки балок | 1980 |
|
SU927473A1 |
| Кольцевой кантователь | 1985 |
|
SU1269958A1 |
| Стенд для сборки и сварки крупногабаритных изделий | 1981 |
|
SU1038159A1 |
| Стенд для сборки и сварки длинномерных полотнищ прямолинейной и криволинейной форм | 1980 |
|
SU946866A1 |
| ХЛПЧЕСКАЯ БИК лн9^р.г.IG | 1969 |
|
SU246740A1 |
| Устройство для сборки и сварки полусферических оболочек | 1979 |
|
SU863277A1 |
| Установка для сборки и сварки стержневых элементов с соединительными накладками | 1980 |
|
SU897453A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| КАНТОВАТЕЛЬ | 1971 |
|
SU295639A1 |

б
А П
В 7 9 12
. I /
